
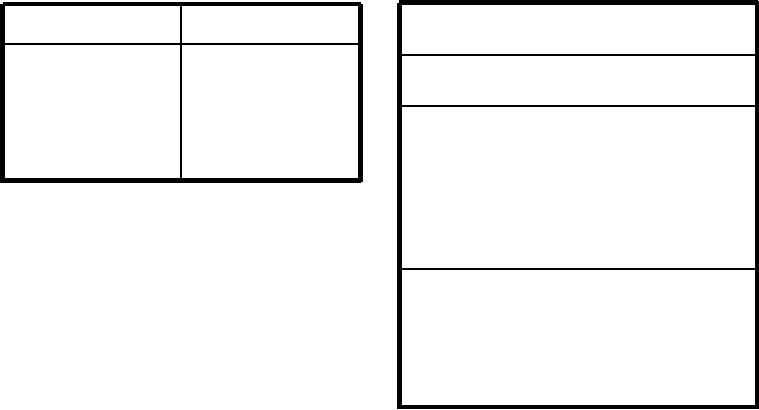
Table 9-4.--Maximum Permissible Diametrical Clearances
Table 9-3.--Types of Silver Brazing Fluxes
MAXIMUM PERMISSIBLE DIAMETRICAL
Metals
Fluxes
1
CLEARANCES
Brass, copper, tin . . .
Rosin
Pipe or Tube
Maximum Clearances (Inches)
Lead . . . . . . . . . .
Tallow, rosin
Size (Inches)
at Ambient Temperature
Iron, steel . . . . . . .
Borax sal ammoniac
Galvanized iron . . . .
Zinc chloride
Class P-3a
Class P-3b
Zinc . . . . . . . . . .
Zinc chloride
Aluminum . . . . . . .
Stearine, special flux
1/4 to 1/2
0.005
0.010
Inclusive
Over 1/2 to 1
0.006
0.010
Inclusive
commercial powdered borax is used, see that it is kept
Over 1
0.008
0.012
in sealed glass jars.
1
If a prepared flux is not available, a mixture of 12
In fitting up joints for brazing, it is the respon-
parts of borax and 1 part boric acid may be used as a
sibility of the fabricator to use a clearance within the
flux for brazing.
limits established by this table, which assures
conformity to inspection or test requirements set
When you apply flux or assemble the parts, avoid
forth in this document or in other specifications or
handling the polished parts of the joint or you will defeat
standards governing brazed piping systems.
the purpose of cleaning. If the parts are not assembled
immediately, the fluxed surfaces should be protected so
that the flux will not be contaminated by dirt or washed
or brushed off. If the coating of flux dries before the
High-strength butt joints can be made if a joint
parts are assembled, remove the old flux and apply a
clearance between 0.001 and 0.003 inch can be
fresh coat of flux. It should always be applied as soon
maintained in the finished braze. The edges of the joint
as a joint area is cleaned, even though it will not be
must be perfectly square so that you have a uniform
brazed immediately. Joints that have been assembled
clearance between all portions of the joint surfaces. Butt
but not brazed within 24 hours must be disassembled,
joints are usually used where you do not want the double
recleaned, and refluxed before brazing. After you finish
thickness of a lap joint. In these situations, the scarfjoint
the brazing, allow the work to cool below 200F before
is probably better.
cleaning the joint with warm water to remove the
residue left by the flux.
A scarf joint provides an increased area of bond
without increasing the thickness of the joint. The area
TYPES OF JOINTS
of bond, however, depends on the angle at which the
edges of the joint are scarfed. Usually, you will want an
The filler metal used in silver brazing must be
area of bond two to three times that of a butt joint in the
distributed by capillary action. Therefore, the joints
same thickness of material. A 30-degree scarf angle
must be of a type that requires closeness of fit. In silver
gives a bond area twice that of a 90-degree butt joint,
brazing there are three basic joint designs: lap, butt, and
and a 19 1/2-degree scarf angle gives a bond area three
scarf. The joint members in which these designs are
times that of a butt joint.
used may be flat, round, tubular, or irregular in cross
You will use modifications of these basic joint
section.
designs. In some instances, you will add the silver
The lap joint design is used most frequently in silver
brazing filler metal when the proper temperature has
brazing, especially in pipe work. Good practice requires
been attained. In other instances, you will preplace the
a length of lap at least three times the thickness of the
filler metal in the joint before heat is applied. This
metal being joined. The maximum permissible
technique is common in pipe work where special
diametrical clearances used in silver brazing range from
fittings containing preinserted rings of silver brazing.
0.001 to 0.012 depending on the pipe or tube size and
filler metal are used. The technique is also used in sheet
the classification of the brazed piping system. (See table
metal work involving locked scams. Here, you will
9-4.)
place the silver brazing filler metal in the seam before
9-5