
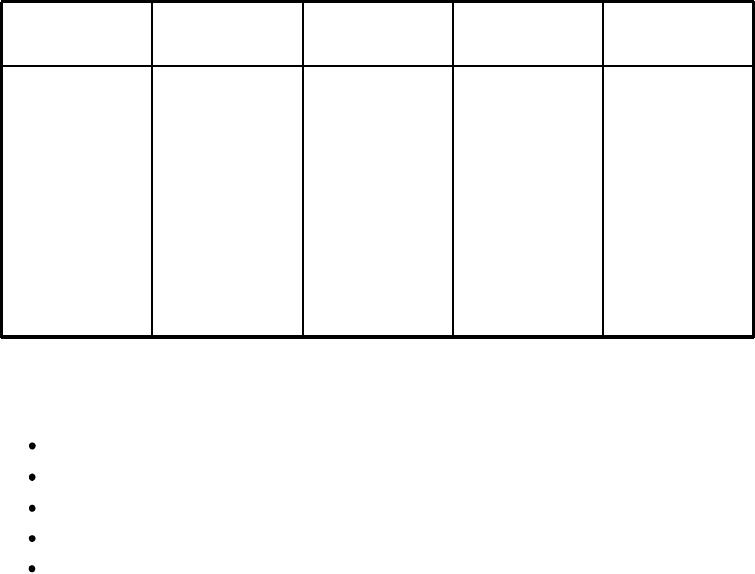
Table 9-1.--Tip Sizes and Gas Pressures for Silver Brazing Various Thicknesses of Metal
Drill
Metal thickness
Oxygen pressure
Tip No. (Bulbous-
Acetylene pressure
size
(inches)
(psi)
(psi)
type tips)
1.0
1/16
1.0
1
68
2.0
3/32
2.0
62
2
3.0
1/8
3.0
3
56
4.0
4.0
3/16
4
54
5.0
5
51
1/4
5.0
6.0
6
48
5/16
6.0
7.0
7
44
3/8
7.0
7.0
8
40
1/2
7.0
7.5
5/8
7.5
9
35
9.0
3/4 & over
9.0
10
30
Silver brazing filler metals covered in Navy
Grade V is used when the characteristics of grade
IV are required, but where close tolerances cannot be
specifications have the following major characteristics:
maintained or when the addition of a filler is desired.
Low melting point
Grade V should be used for brazing hard materials.
High tensile strength
FLUXES
High resistance to corrosion
All silver brazing operations require the use of a
Flows readily at the lower brazing temperatures
flux. The flux prevents the oxidation of the metal
Brazes readily to copper and to copper alloys
surfaces and removes oxides already present. Flux also
increases the flow of the brazing filler metal and
The metals commonly used for silver brazing filler
increases its ability to adhere to the base metal. It brings
metals include silver, copper, zinc, phosphorus,
the brazing filler metal into immediate contact with the
cadmium, and nickel. The percentage of the various
metals being joined and permits the tiller to penetrate
metals determines the color, strength, melting point, and
the pores of the metal. Silver brazing flux (as specified
flow point of the filler metal. All grades of silver brazing
in table 9-3) must be applied evenly to each brazing
alloy can be obtained in strips, wires, pigs, shot, or
surface.
chips, as required.
For best results, a flux must become active at a
Table 9-2 lists the silver brazing filler metals
temperature slightly below the melting point of the filler
commonly used in the Navy. There are six different
metal, and must remain fluid at the brazing temperature.
filler metals: grades 0, I, II, III, IV, and V.
Regardless of the type of flux you select, you need to
Grades 0, I, and II are suitable for joining ferrous
apply it in such a manner that all oxide film is removed.
metals. They cost less and are often used for large
You can get flux in three forms: liquid, paste, and
quantities of work.
powder. When used either in paste form or in liquid
Grade III is used for brazing copper and
form, the flux is applied with a brush to both parts of
copper-base alloys. It is not intended for use with
the joint and to the filler metal. Use a circular motion to
ferrous metals.
brush it on, and let the flux extend outside the joint or
Grade IV is used for joining ferrous and nonferrous
fitting. For best results, flux should be applied after
metals, except those having melting points lower than
the filler metal.
circular motion to give a uniform coating and lessen the
9-3