
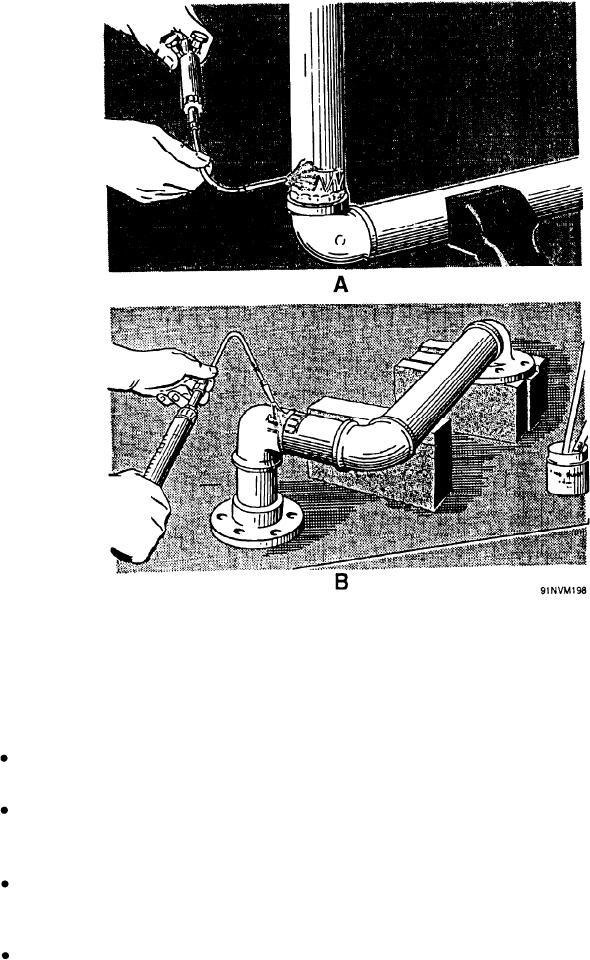
Figure 9-8.--Applying heat for silver brazing a tube and fitting.
Rust and corrosion should be removed by sanding,
oil, and grease. Any one or a combination of the
grinding, sandblasting, wire brushing, or filing. Oil and
following methods must be used for the cleaning of
grease should be removed with solutions of
scale and oxides or other foreign substances:
trichloroethylene or trisodium phosphate, not by heat.
Abrasive cloth, followed by wiping with an
The cleaned surfaces should not be handled un-
acetone-, alcohol-, or water-damp clean cloth.
necessarily. When parts have been cleaned and the
elapsed time before fluxing is more than 8 hours, the
Stainless steel wire brush, hand or rotary,
parts should be recleaned. Brazing alloy should be free
followed by wiping with an acetone-, alcohol-,
of all visible oxides, grease, oil, or other foreign
or waterdamp clean cloth.
substances when assembled or fed into the joint. Never
try to braze dirty metal.
Metallic stainless steel wool followed by wiping
Use a slightly carburizing flame to apply heat with
with an acetone-, alcohol-, or water-damp clean
the oxyacetylene torch for brazing with a silver-base
cloth.
filler metal. Select a torch tip to suit the type of work
Commercial cleaning solutions or degreasing
you are doing. Ordinarily a size 4, 5, or 6 tip is suitable
baths may be used when included in an approved
for silver brazing. Keep the inner cone of the flame from
one-fourth to one-half inch away from the metal. Play
brazing procedure or specification.
9-8