
Alloy steel valves are used in high-pressure,
high-temperature systems; the disks and seats of these
valves are usually surfaced with a chromium-cobalt
alloy known as Stellite. This material is extremely hard.
You will find information on the commonly used
types of valves and their construction in Fireman,
NAVEDTRA 12001. The information in the following
sections applies to globe, ball, and gate valves, but the
procedures can usually be adapted to repair any type of
valve.
Repairing Globe Valves
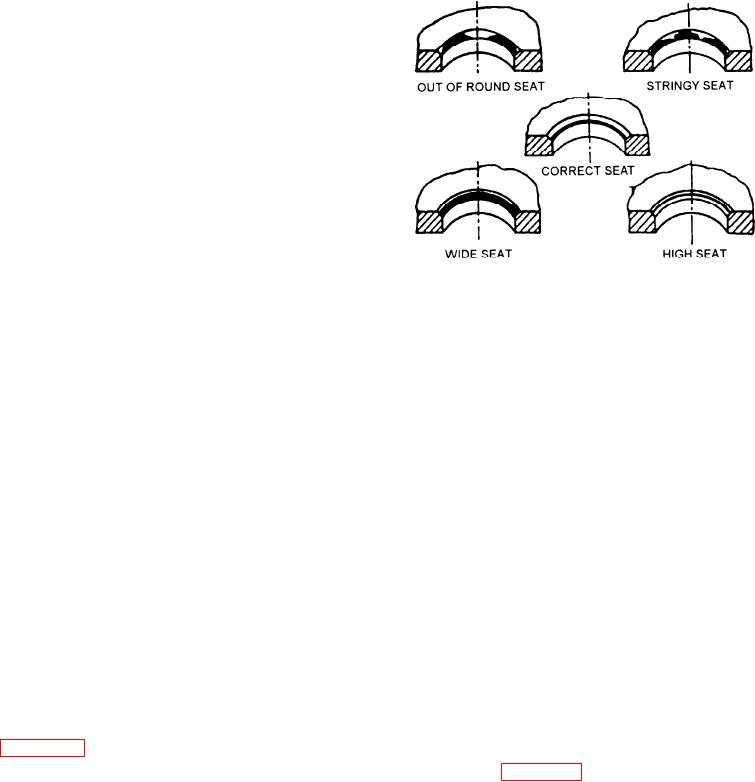
Figure 13-3.--Examples of spotted-in valve seats.
Begin with an inspection of all parts of the valve for
wear and alignment and, if you find them defective,
repair or renew them. However, most valve repair is
limited to overhaul of the seat and disk, and we will
of the seat and disk. You also will use this process to on
concentrate on those procedures.
seats or disks you have machined.
Make a close inspection of the valve seat and disk.
To grind-in a valve, apply a small amount of
Look for erosion, cuts on the seating area, and proper
grinding compound to the face of the disk, insert the
fit of the disk to its seat. In a normal overhaul, you will
disk into the valve and rotate the disk back and forth
grind-in the seat and disk, or lap the seat and machine
about a quarter turn. Shift the disk-seat relation from
the disk in a lathe. When the parts are in such bad
time to time so the disk will be rotated gradually in
condition that the normal procedure will not work, you
increments through several rotations. The grinding
must machine both the valve disk and valve seat in a
compound will gradually be displaced from between the
lathe. If the disk and seat appear to be in good condition,
seat and disk surfaces, so you must stop every minute
use the spotting-in procedure described in the next
or so to replenish the compound. For best results when
paragraphs to be sure.
you replenish, wipe the old compound off the seat and
SPOTTING-IN.--Use this procedure to visually
the disk before you apply the new compound. When it
determine whether or not the seat or disk make good
appears that the irregularities have been removed,
contact with each other. To spot-in a valve seat, first
spot-in the disk to the seat as described previously.
apply a thin coating of prussian blue evenly over the
entire machined face surface of the disk. Next, insert the
When you first spot-in a machined valve seat and
disk into the valve and rotate it a quarter turn, using a
disk, the scat contact will be very narrow and located
light downward force. The prussian blue will adhere to
close to the edge of the bore. Grinding-in, using finer
the valve seat at points where the disk makes contact.
compounds as the work progresses, causes the seat
Figure 13-3 shows the patterns of prussian blue on a
contact to become broader until it looks like the "correct
correct seat and on imperfect seats. After you have
seat" shown in figure 13-3. The contact area should be
noted the condition of the seat surface, wipe all the
a perfect ring, covering approximately one-third of the
prussian blue off of the disk face surface, then apply a
seating surface.
thin, even coat on the contact face of the seat. Again
Avoid over-grinding. It will produce a groove in the
place the disk on the valve seat and rotate the disk a
seating surface of the disk and it may round off the
quarter turn. Examine the resulting blue ring on the
straight angular surface of the seat. You will have to
valve disk. If the ring is unbroken and of uniform width,
machine the surfaces to correct the effects of
and there are no cuts, scars, or irregularities on the face,
overgrinding.
the disk is in good condition. If the ring is broken or
wavy, the disk is not making proper contact with the
LAPPING.--Lapping serves the same purpose as
seat and must be machined.
grinding, but it works only on the valve seat and it
removes slightly larger irregularities than grinding. In
GRINDING.--Valve grinding is the method of
removing small irregularities from the contact surfaces
this procedure, you will use a cast-iron lapping tool that
13-5