
Always use a fine grinding compound to finish
the lapping job.
When you complete the lapping job, spot-in and
grind-in the disk to the seat.
Abrasive compound needed to grind-in and lap-in
valve seats and disks is available in Navy stock in four
grades. The following list shows grades and the
recommended sequence of use:
GRADE
USE
Figure 13-4.--Lapping tools.
has the same angle as the valve seat (fig. 13-4). You will
Coarse
To lap-in seats that have deep cuts and
use the lapping tool and grinding compounds in almost
scratches or extensive erosion.
the same way you used the disk in the grinding process.
However, you NEVER use the valve disk as a lap. The
Medium
To follow up the coarse grade: also
following list shows the essential points you must keep
may be used at the start of the
in mind while using the lapping tool:
reconditioning process where damage
is not too severe.
Do not bear heavily on the handle of the lap.
Do not bear sideways on the handle of the lap.
To use when the reconditioning
Fine
process nears completion.
Shift the lap-valve seat relation so that the lap
will gradually and slowly rotate around the entire
To finish lap-in and do final grind-in.
Microscopic
seat circle.
fine
Check the working surface of the lap; if a groove
REFACING. --The seat of a valve may be so
wears on it, have the lap refaced.
deeply cut, scored, or corroded that lapping will not
Use only clean compound.
correct the condition. If so, you must machine it, or, in
an extreme case, replace it with a new seat.
Replace the compound often.
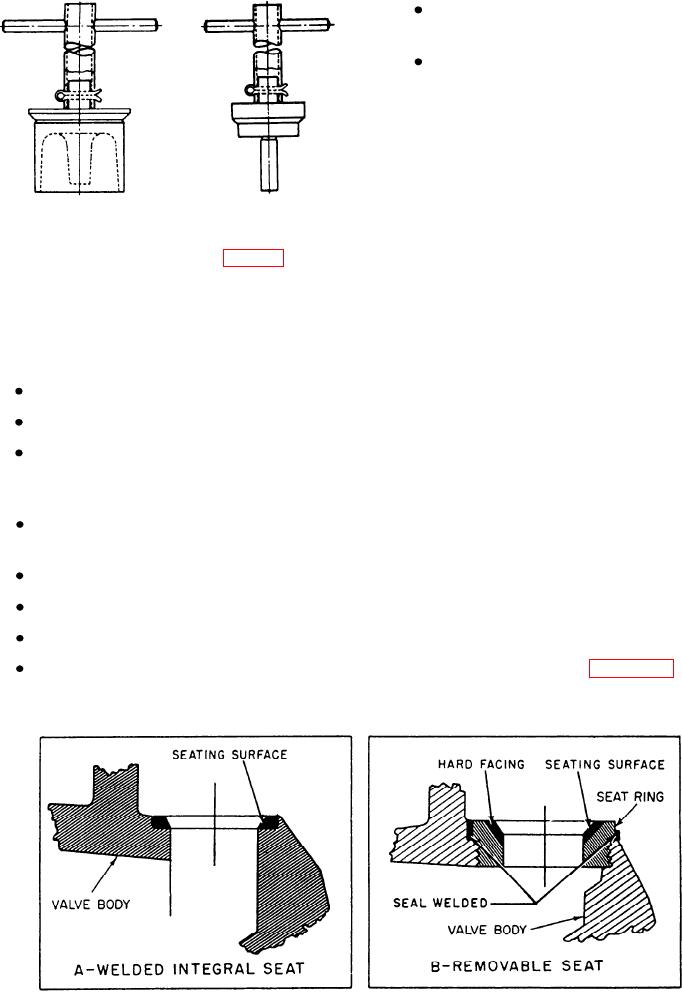
Many valves have removable seats that are
Spread the compound evenly and lightly.
threaded, welded, threaded and welded, or pressed into
Do not lap more than is necessary to produce a
the valve body. In view A of figure 13-5, the valve
smooth and even seat.
seating surface has been welded so that it has become
Figure 13-5.--Valve seat construction.
13-6