
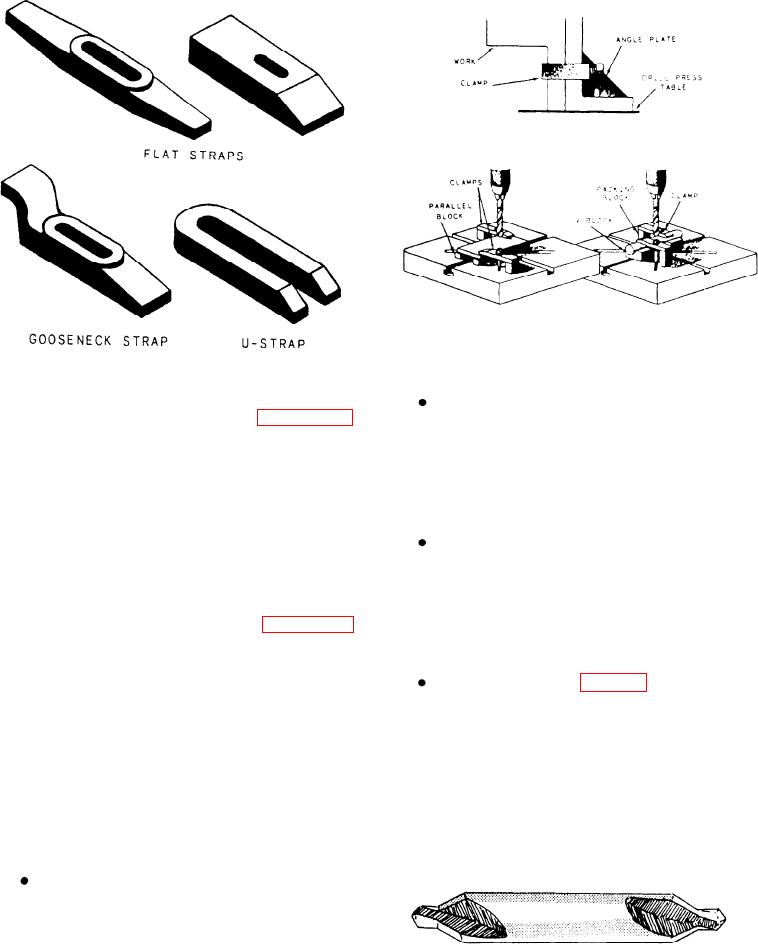
Figure 4-31.--Work mounted on the table.
Figure 4-30.--Common types of clamping straps.
Center punch the work at the point to be
types of clamping straps, shown in figure 4-30.
drilled. Position the center-punched workpiece
(Clamping straps are also identified as clamps or
under the drill. Use a dead center inserted in
dogs.) The U-strap is the most convenient for many
the spindle socket to align the center-punch
setups because it has a larger range of adjustment.
mark on the workpiece directly under the axis
of the spindle.
It is often necessary to use tools such as steel
parallels, V-blocks, and angle plates to support and
Bring the spindle with the inserted center down
hold the work. Use steel parallels to elevate the work
to the center-punch mark and hold it in place
above the table so you can better see the progress of
lightly while you fasten the locking clamps or
the drill. Use V-blocks to support round stock, and
dogs. This will prevent slight movement of the
angle plates to support work where you will drill a
workpiece, table, or both when they are
hole at an angle to another surface. Figure 4-31
clamped in position.
shows some examples of setups.
Insert a center drill (fig. 4-32) in the spindle
Drilling Hints
and make a center hole to aid in starting the
drill. This is not necessary on small drills on
which the dead center of the drill is smaller
To ensure accuracy in drilling, position the work
than the center-punch mark. But on large drills
accurately under the drill. Use the proper techniques
it will prevent the drill from "walking'* away
to prevent the drill from starting off center or from
from the center-punch mark. This operation is
moving out of alignment during the cut. Here are
especially important to drill holes on curved
some hints that will help you to correctly start and
surfaces.
complete a drilling job.
Before setting up the machine, wipe all foreign
matter from the spindle and the table. A chip in
the spindle socket will cause the drill to have a
wobbling effect which tends to make the hole
larger than the drill. Foreign matter on the
work holding device under the workpiece tilts
it in relation to the spindle, causing the hole to
Figure 4-32.--Combined drill and countersink (center drill).
be out of alignment.
4-20