
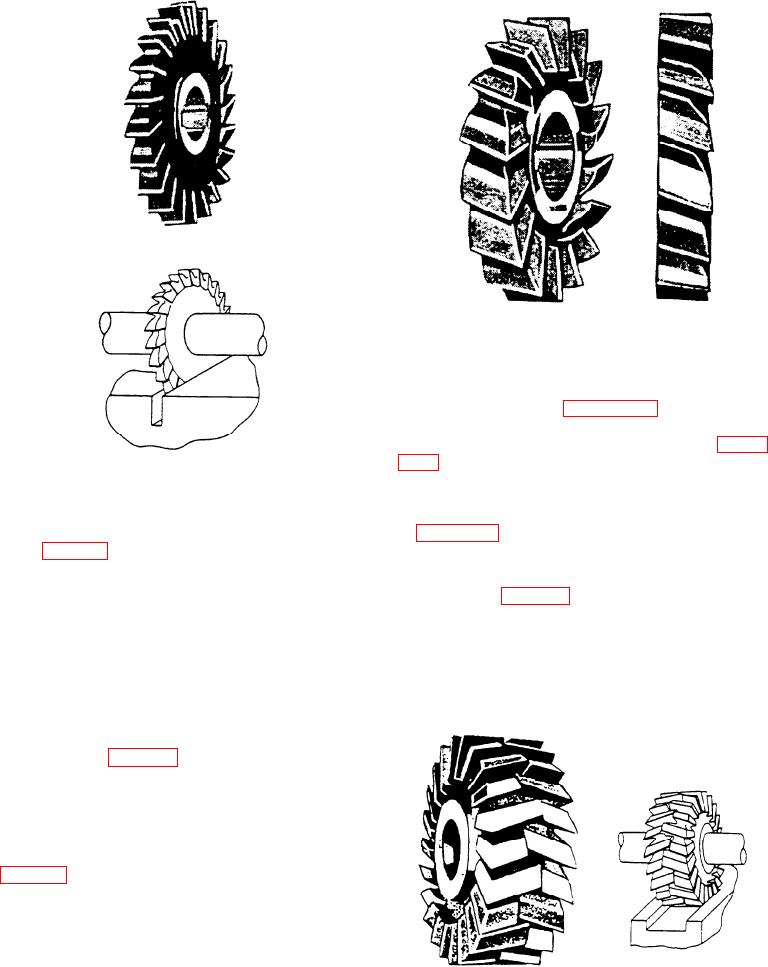
Figure 7-25.--Half-side milling cutter.
center than at the outer edge to give proper clearance
for milling deep slots. Figure 7-27 shows a metal
slitting saw with teeth cut in the circumference of the
cutter only. Some saws, such as the one in figure
7-28, have side teeth that achieve better cutting
action, break up chips, and prevent dragging when
Figure 7-24.--Side milling cutter.
you cut deep slots. For heavy sawing in steel, there
are metal slitting saws with staggered teeth, as shown
SIDE MILLING CUTTER.--The side milling
in figure 7-29. These cutters are usually 3/16 inch to
cutter (fig. 7-24) is a plain milling cutter with teeth cut
3/8 inch thick
on both sides as well as on the periphery or
SCREW SLOTTING CUTTER.--The screw
circumference of the cutter. You can see that the
slotting cutter (fig. 7-30) is used to cut shallow slots,
portion of the cutter between the hub and the side of
such as those in screwheads. This cutter has fine teeth
the teeth is thinner to give more chip clearance. These
cut on its circumference. It is made in various
cutters are often used in pairs to mill parallel sides.
thicknesses to correspond to American Standard
This process is called straddle milling. Cutters more
gauge wire numbers.
than 8 inches in diameter are usually made with
inserted teeth. The size designation is the same as for
plain milling cutters.
HALF-SIDE MILLING CUTTER.--Half-side
milling cutters (fig. 7-25) are made particularly for
jobs where only one side of the cutter is needed.
These cutters have coarse, helical teeth on one side
only so that heavy cuts can be made with ease.
SIDE MILLING CUTTER (INTERLOCK-
ING).--Side milling cutters whose teeth interlock
(fig. 7-26) can be used to mill standard size slots. The
width is regulated by thin washers inserted between
the cutters.
METAL SLITTING SAW.--You can use a
metal slitting saw to cut off work or to mill narrow
slots. A metal slitting saw is similar to a plain or side
milling cutter, with a face width usually less than 3/16
inch. This type of cutter usually has more teeth for a
Figure 7-26.--Interlocking teeth side milling cutter.
given diameter than a plain cutter. It is thinner at the
7-20