
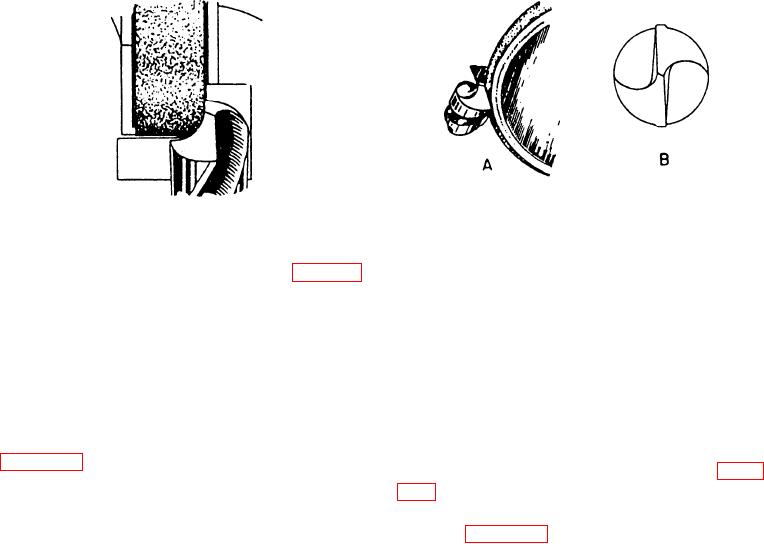
Figure 5-38.--Thinning the web of a twist drill.
Figure 5-37.--Grinding a twist drill for brass.
chisel-edge angle. Use a drill-point gauge (fig. 5-33)
THINNING THE WEB OF A TWIST
and inspection to be sure you have met these four
DRILL
requirements.
SHARPENING A TWIST DRILL TO
Repeated sharpening shortens a drill and that
DRILL BRASS
increases the web thickness at the point. This may
require web thinning.
To sharpen a drill to drill brass, hold the cutting
lip against the right side of the wheel as shown in
To thin the web of a drill, hold the drill lightly to
figure 5-37. Grind the flute slightly flat, in line with
the face of a round-faced wheel, as shown in figure
the axis of the drill, to greatly reduce the included
5-38, view A, and thin the web for a short distance
angle of the cutting lip. This will give the drill the
behind the cutting lip and into the flutes. This is
scraping action needed for brass rather than the
shown in figure 5-38, view B. Notice that the cutting
cutting action used for steel. It will prevent the
lip is actually (but only slightly) ground back,
tendency of the drill bit to be sucked into the hole
reducing its included angle a small amount but not
being drilled. This can be especially troublesome
enough to affect the operation of the drill.
when you drill through a pilot hole.
5-23