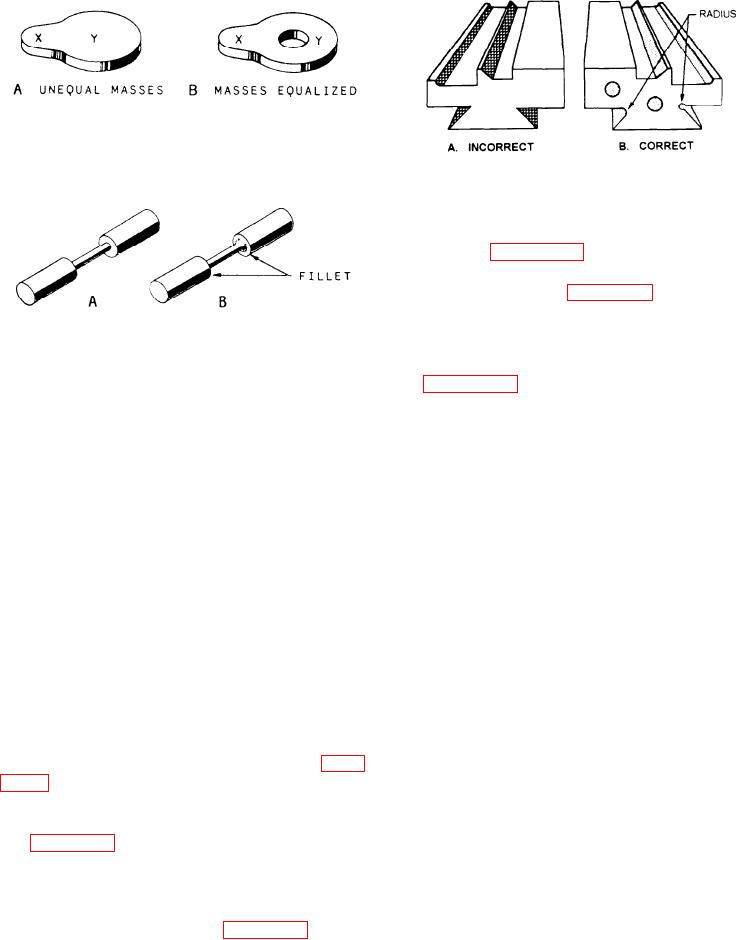
Figure 15-20.--Design of a cam. A. Unequal masses not
satisfactory for heat treatment. B. Equalized masses
satisfactory for heat treatment.
Figure 15-22.--Two designs for undercutting a form tool.
A. Poor design. B. Correct design.
necessarily have unbalanced masses, the use of a fillet
junction of the smaller and the larger masses would tend
to reduce the danger of the piece cracking from heat
B. Use of fillet design to reduce danger of cracking during
treatment.
heat treatment.
form tools. The design shown in view A does not lend
itself to heat treatment because of the combination of
with perfect uniformity, since some parts of it must
heavy and light sections and because of the sharp
always cool before others. In a well-designed piece,
corners. The design shown in view B corrects both of
however, the cooling is as uniform as possible for a
these errors. The corners have been rounded where
possible, and holes have been drilled through the two
For example, consider the cooling of a cube of steel.
heaviest sections to make the masses more nearly
The surfaces of the cube will cool evenly except at the
balanced.
edges and at the corners. At each edge there are two
surfaces that dissipate heat at the same time, and at each
In general, parts that are designed with sharp
corner there are three surfaces. Consequently, the
corners or unequal masses are extremely difficult to
corners cool more rapidly than the edges, and the edges
heat-treat. When the design cannot be improved, you
cool more rapidly than the surface areas that are not at
will have to determine the best way to heat-treat the put
the edges or corners. If the rate of cooling is extremely
to reduce the chances of cracking or distortion.
rapid, the difference in cooling rate between corners,
Even with a poorly designed part, there are two
edges, and other surface areas could be sufficient to
cause cracking.
ways in which you can usually reduce the problems of
heat-treating. First, you can select the method of cooling
Unequal masses in a single piece are likely to cause
that will be safest while still producing the required
trouble when the piece is heat-treated. View A of figure
properties in the metal. For example, flush quenching
15-20 shows a cam that might very well become
of some areas might help to solve the problem. And
distorted or cracked during heat treatment because the
second, you can shield the danger spots by packing them
mass of area X is smaller than the mass of area Y. View
with fire-resistant cloth and sheet steel or other
may be equalized, while still keeping the required shape
materials to reduce the rate of heating and the rate of
of the cam. The design shown in view B would not be
cooling in the areas that would otherwise tend to distort
as likely to distort or crack during heat treatment.
or crack. Shielding materials for steel are usually
fastened in place with soft iron wire; the wire must have
a very low carbon content so it will not become hard
design features that would make heat treatment
and brittle and fall off during the heat treatment. Holes
difficult. First, it has unequal masses; and second, it has
near an outside edge or between an edge and an interior
sharp junctions where the smaller mass joins the larger
end portions. A better design for heat treatment is shown
opening are usually packed with asbestos rope.
15-26