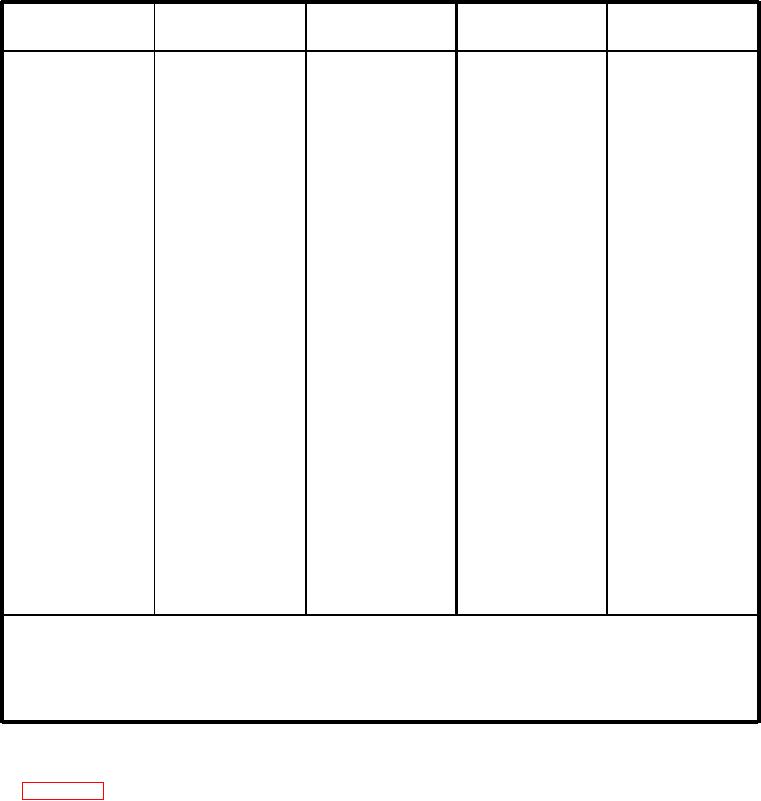
Table 15-4.--Heat-Treating Temperatures and Quenching Medium for Standard SAE Steels
HARDENING
TEMPERING
NORMALIZING
TEMP. (F)
TEMP. (F)
QUENCH
TEMP. (F)
SAE NO.
1020
1650-1700
1600-1650
water
200
1030
1650-1700
1600-1650
water
200
1040
1600-1650
1500-1550
water
200
1050
1600-1650
1500-1550
water
200*
1550-1600
1450-1550
1060
water or oil
200*#
1070
1550-1600
1450-1550
water or oil
200*#
1080
1550-1600
1450-1500
water or oil
200*#
1090
1550-1600
1450-1500
water or oil
200*#
1345
1600-1700
1450-1500
oil
200*
2345
1600-1700
1450-1500
oil
2008
3140
1600-1650
1455-1550
oil
200"
4130
1600-1650
1550-1600
200*
water
4140
1600-1650
1525-1575
oil
200*
4340
1600-1650
1475-1525
oil
200*
4060
1550-1600
1500-1550
oil
200*
5140
1600-1650
1500-1550
oil
200*
5210
1550-1600
1425-1475
200*
water
6150
1600-1650
1550-1600
oil
200*
8630
200*
1600-1650
1550-1600
water
8640
1525-1575
1600-1650
oil
200*
*Temper immediately after quenching. Lower temperatures will result in a harder final product.
#Use water for maximum hardness. Use oil for toughness and for intricate shapes.
Note: Temperature of water quench is 70F.
Temperature of oil quench is 120-150F.
all-around tool steel for this purpose is type 01. This
quenching medium and temperatures for the standard
steel is listed under QQT-570 and is available in the
SAE steels.
standard stock system in various shapes and sizes. Type
01 is suitable for all applications except where a
ALLOY TOOL STEELS
high-speed steel is required. It heat treats well and is
readily machinable in the spheroidized condition. Type
The number of alloy tool steels is too great to
01 stock replaces the 46S40 class C-5.
include them all in this text, so we will deal with the
Type 01 should be preheated slowly to 1,200F,
type most important to you. You, as a Machinery
then transferred to an oven at l,450F and soaked at heat
Repairman, are concerned primarily with the manu-
facture of taps, dies, reamers, hobs, and form tools. An
for about 20 minutes per inch of cross section, and then
15-24