receive a standard-sized externally threaded fastener
hole when the threads have been corroded or stripped
away. It also increases thread strength when the base
metal of the part is aluminum, zinc, or other soft
materials. Before using inserts for a repair job,
carefully evaluate the feasibility of using this method.
When you have no specific guidance, ask your
supervisor and refer to your Type Commander
Quality Assurance Manual.
Inserts come in sizes up to 1 1/2-inch in diameter
in both American National and Unified, and both
coarse and fine thread series. The overall length of an
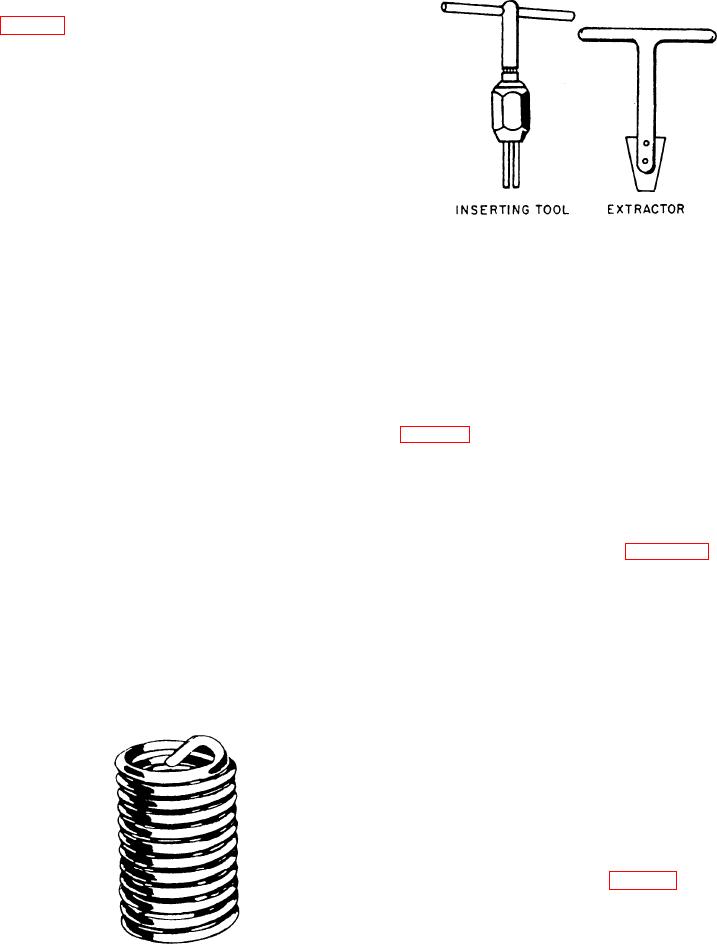
Figure 2-40.--Screw thread insert tools.
insert is based on a fractional multiple of its major
diameter. A 1/2-inch insert is available in lengths of
1/2 inch, 3/4 inch, 1 inch, and so on. Inserts are
require a 1/2-inch distance from the center of the hole
normally made from stainless steel. However,
to the nearest edge of the part. The tap drill size for
phosphor bronze and nickel alloy inserts are available
each of the taps is marked on the shank of the tap.
The diameter of this drill will sometimes vary
by special order.
according to the material being tapped.
Several tools are used to install and remove
The next tool you will use is an inserting tool
inserts. They are essential if the job is to be done
correctly. The most important tool is the tap used to
specific range of insert sizes. Within each of these
thread the hole that the insert will be screwed into.
styles are tools for each size of insert. All of the
These taps are oversized by specific amounts
inserting tools have similar operating characteristics.
according to the size of the insert. The oversize tap
Either slip the insert over or screw it onto the shank of
should provide a class 2B or 3B when the insert is
the tool until the tang (the horizontal strip of metal
installed. As an example of the amount of oversize
involved, a tap required for a 1/2 - 13 UNC insert has
engages the shoulder or recess on the end of the tool.
a maximum major diameter of 0.604 inch. Because of
Then, install the insert by turning the tool until the
the increase in the size of the hole required, be sure
correct depth is reached. Remove the tool by
there is enough material around the hole on the part to
reversing the direction of rotation.
provide strength. A rule of thumb is that the minimum
amount of material around the hole should equal the
After you have the insert properly installed, break
thread size of the insert, measured from the center of
the hole. Using this rule, a 1/2 - 13 UNC insert will
fastener that will be screwed into the hole. A tang
break-off tool is available for all insert sizes of
1/2 inch and below. The tang has a slight notch
ground into it that will give way and break when
struck with the force of the punch-type, tang break-off
tool. On insert sizes more than 1/2 inch, use a
long-nosed pair of pliers to move the tang back and
forth until it breaks off.
When you must remove a previously installed
several different sized tools that cover a given range
of insert sizes; be sure you select the right one. Insert
the tool into the hole so the blade contacts the top coil
of the insert approximately 90 from the beginning of
the insert coil. Then, lightly hit the tool to cause the
Figure 2-39.--Screw thread insert.
blade to cut into the coil. Turn the tool counter-
clockwise until the insert is clear.
2-21