Once the teeth are uniform, they should remain uniform
HONING EQUIPMENT
through repeated sharpening because you will be taking
In honing, abrasive action does the cutting. You can
identical cuts on the cutting faces whenever you sharpen
use honing to remove stock from a drilled, bored,
the cutter.
reamed, or ground hole to correct taper, out-of-
roundness, or bow (bell-mouthed, barrel shape or
To sharpen a formed cutter using the formed cutter
misalignment). You can also use honing to develop a
sharpening attachment, attach the wheelhead shaft
highly smooth finish while accurately controlling the
extension to the shaft and mount a dish-shaped wheel
size of the hole.
on the extension. With the wheelhead swiveled to 90,
You may do cylindrical honing on a honing
clamp the attachment to the table with the paw1 side of
machine or on some other machine tool by attaching the
the attachment away from the wheel. Place the cutter on
honing device to the machine spindle, or you may do it
a stud and line up the cutting face of a tooth with the
by hand. Regardless of the method, either the hone or
attachment centering gauge. Loosen the paw1 locking
the work must rotate, and the honing tool must move
back and forth along the axis of rotation.
knob and adjust the paw1 to the back of the tooth. Then,
adjust the saddle to bring the face of the tooth in line
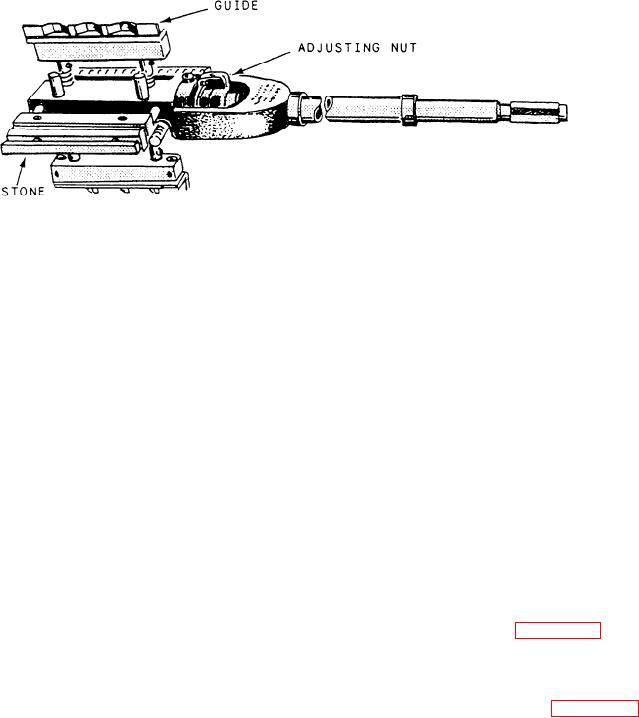
PORTABLE HONING EQUIPMENT
with the face of the grinding wheel. Once you have
made this adjustment, do not readjust the saddle except
to compensate for wheel wear. Grind one tooth, move
to the type used in most Navy machine shops. It is
the saddle away from the wheel, index to the next tooth,
normally available in sizes ranging from 1 3/4 to 36
and grind that one. If you grind all of the teeth once and
inches, and each hone set is adjustable to cover a certain
they have not been ground enough, rotate the tooth face
toward the wheel and make a second cut on each tooth.
two honing stones and two soft metal guides. The stones
and the guides advance outward together to maintain a
If a cutter has been initially provided with a radial
firm cutting action. An adjusting nut just above the
rake angle, this angle must be retained or the cutter will
stone and guide assembly is used to regulate the size of
not cut the correct form. To sharpen this type of cutter,
the honed bore. You can achieve accuracy to within
line up the point of one cutter tooth with the attachment
0.0001 inch when you follow the operating procedures.
gauge, swivel the table to the degree of undercut, adjust
To use the portable hone, follow these basic steps:
the saddle to bring the face of the tooth in line with the
1. Clamp the hone shaft in the drill press chuck.
face of the wheel, and grind.
2. Clamp the workpiece to the drill press table.
If you don't have a formed cutter sharpening
attachment, you can sharpen formed cutters by using a
3. Put the hone into the hole to be polished. Use
honing compound as required.
setup similar to that used to sharpen a plain milling
cutter--between centers on a mandrel. In this method,
4. Turn on the drill press and use the drill press feed
the setup used to grind a radial tooth formed milling
handle to move the rotating hone up and down in the
hole.
cutter is essentially the same as that used to grind a tap.
10-20