
8. Move the cutting edge of the tooth across the
face of the wheel. On the return cut, rest the next tooth
on the opposite angle of the tooth rest. Continue
alternating teeth on each pass until you have sharpened
all the teeth.
Angular Cutters
To sharpen an angular cutter, mount the cutter on a
stub arbor and mount the arbor in a universal workhead.
Then, swivel the workhead on its base to the angle of
the cutter. If the cutter has helical teeth, mount the tooth
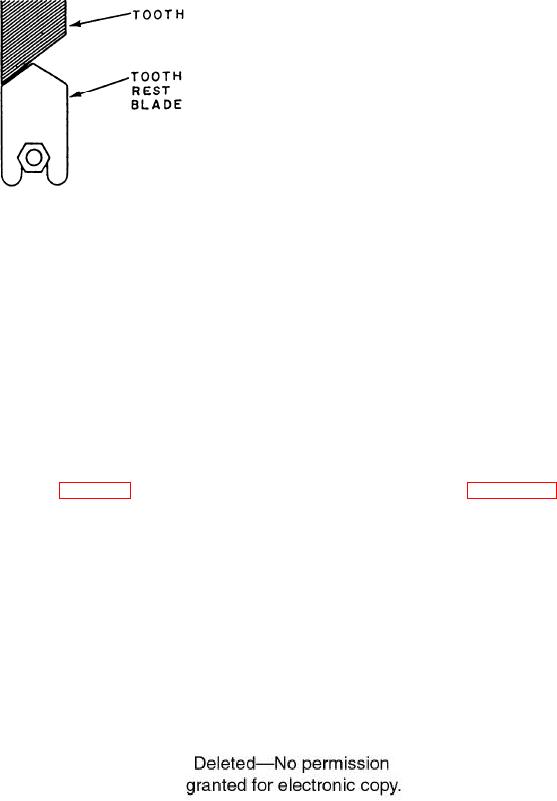
Figure 10-26.--Resting the face of a tooth on its corresponding
rest on the wheelhead. But, if the cutter has straight
side of the tooth rest blade.
teeth, mount the tooth rest on the table or on the
workhead. To set the clearance angle for both types of
teeth, tilt the workhead the required number of degrees
4. Position the high point of the tooth rest blade in
toward or away from the grinding wheel. Then, use a
the center of the cutting face of the wheel.
centering gauge to align the cutting edge of one tooth
5. Align the wheelhead shaft center line, the
parallel with the cutting face of the wheel. Take a light
cut to check your settings, and make fine adjustments
footstock centers, and the high point of the tooth rest
until you get the desired clearance angle.
blade in the same horizontal plane.
6. Raise or lower the wheelhead to give the desired
End Mills
clearance angle.
You may salvage a damaged end mill by cutting off
7. Rest the face of a tooth on its corresponding side
the damaged portion with a cylindrical grinding
of the tooth rest blade (fig. 10-26).
attachment, as shown in figure 10-27. Use a coolant if
Figure 10-27.--Cutting off the damaged end of a helical end mill.
10-17

