work right, its wires and strands must be free to move.
Friction from corrosion or lack of lubrication shortens
the service life of wire rope.
Deterioration from corrosion is more dangerous
than that from wear, because corrosion ruins the inside
wires—a process hard to detect by inspection. Deterio-
ration caused by wear can be detected by examining the
outside wires of the wire rope, because these wires
become flattened and reduced in diameter as the wire
rope wears.
NOTE: Replace wire rope that has wear of one third
of the original diameter of the outside individual wires.
Both internal and external lubrication protects a
wire rope against wear and corrosion. Internal
lubrication can be properly applied only when the wire
rope is being manufactured, and manufacturers
customarily coat every wire with a rust-inhibiting
lubricant, as it is laid into the strand. The core is also
lubricated in manufacturing.
Lubrication that is applied in the field is designed
not only to maintain surface lubrication but also to
prevent the loss of the internal lubrication provided by
the manufacturer. The Navy issues an asphaltic
petroleum oil that must be heated before using. This
lubricant is known as Lubricating Oil for Chain, Wire
Rope, and Exposed Gear and comes in two types:
l Type I, Regular: Does not prevent rust and is used
where rust prevention is not needed; for example,
elevator wires used inside are not exposed to the weather
but need lubrication.
l Type II, protective: A lubricant and an anti-
corrosive— it comes in three grades: grade A, for cold
weather (60°F and below); grade B, for warm weather
(between 60°F and 80°F); and grade C, for hot weather
(80°F and above).
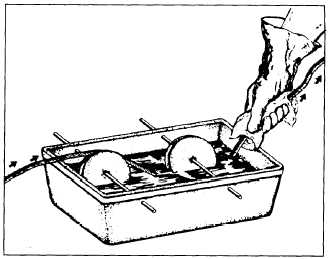
The oil, issued in 25-pound and 35-pound buckets
and in 100-pound drums, can be applied with a stiff
brush, or the wire rope can be drawn through a trough
of hot lubricant, as shown in figure 13-20. The
frequency of application depends upon service
conditions; as soon as the last coating has appreciably
deteriorated, it should be renewed.
CAUTION
Avoid prolonged skin contact with oils and
lubricants. Consult the Materials Safety Data
Sheet (MSDS) on each item before use for
precautions and hazards. See your supervisor
for copies of MSDSs.
Figure 13-20.—Trough method of lubricating wire rope.
A good lubricant to use when working in the field,
as recommended by COMSECOND/COMTHIRD-
NCBINST 11200.11, is a mixture of new motor oil and
diesel fuel at a ratio of 70-percent oil and 30-percent
diesel fuel. The NAVFAC P-404 contains added
information on additional lubricants that can be used.
Never lubricate wire rope that works a dragline or
other attachments that normally bring the wire rope in
contact with soils. The reason is that the lubricant will
pick up fine particles of material, and the resulting
abrasive action will be detrimental to both the wire rope
and sheave.
As a safety precaution, always wipe off any excess
oil when lubricating wire rope especially with hoisting
equipment. Too much lubricant can get into brakes or
clutches and cause them to fail. While in use, the motion
of machinery may sling excess oil around over crane
cabs and onto catwalks making them unsafe.
NOTE: Properly dispose of wiping rags and used
or excess lubricant as hazardous waste. See your
supervisor for details on local disposal requirements.
WIRE ROPE ATTACHMENTS
Many attachments can be fitted to the ends of wire
rope, so the rope can be connected to other wire ropes,
pad eyes, or equipment.
Wedge Socket
The attachment used most often to attach dead ends
of wire ropes to pad eyes or like fittings on cranes and
13-10