
the selection of the proper welding rod. Low-alloy
Making a Joint
steels usually require preheating and postheating.
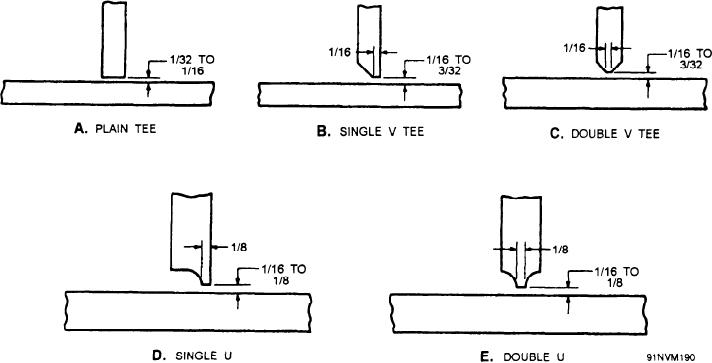
The T joint is another simple joint that is formed
As the carbon content increases, steels become
by butting the edge of a piece of plate up to the face of
more difficult to weld. Steels with a carbon content of
another plate to form the letter T. A plain T joint in thin
0.30 to 0.50 percent should be welded with a slightly
material requires little preparation. For thicker plate,
reducing (carburizing) flame, and should be
the edges should be prepared as shown in figure 8-36.
postheated to develop the best physical properties and
to reduce internal stress.
GUIDE FOR OXYACETYLENE WELDING
High-carbon steels and tool steels require
OF FERROUS METALS
somewhat special techniques if they are to be
successfully welded. Slow preheating to about 1000F
Low-carbon steel, low-alloy steel, cast steel, and
is required; the metal should be protected from drafts
wrought iron are easily welded by the oxyacetylene
during the preheating. No flux is required. The welding
process. A flux is not necessary with these materials,
should be completed as rapidly as possible with a
since the oxides melt at a lower temperature than the
carburizing flame. The filler rod and the torch tip
base metal. You must keep the molten puddle of metal
should not be manipulated for the welding of
enclosed by an envelope of flame at all times during
high-carbon steels and tool steels. Filler metal should
the welding process. If the metal is permitted to come
be added in small amounts, just as it is needed. A
in contact with the air while it is in a molten condition,
smaller flame and a lower gas pressure should be used
it will oxidize rapidly. Care should be taken to prevent
for these materials than for low-carbon steel since
overheating the metal. Use a neutral or slightly
there is even more danger of overheating the
reducing (carburizing) flame. Do NOT use an
high-carbon steels and the tool steels. High-carbon
oxidizing flame. Manipulate the torch and the filler rod
steels and tool steels must be heat treated after
so that the top of the oxyacetylene cone is about
welding.
one-sixteenth to one-eighth inch from the surface of
the metal. Melt the end of the filler rod in the puddle,
The procedure for oxyacetylene welding of
wrought iron is the same as for low-carbon steel.
not with the flame. The welding of low-carbon steels
However, certain special considerations should be
and cast steels presents no special problems other than
Figure 8-36.--Edge preparation required for various types of T joints.
8-26