
A good weld bead must be of uniform width at the
PRACTICE PROJECTS
weld face and must have a weld surface that is slightly
A great deal of practice is required to master the
below the surface of the base metal. The surface of the
techniques of welding. A good way to acquire skill in
weld should be covered with a thin film of oxides. The
oxyacetylene welding is to practice on scrap pieces of
speed with which the flame is carried along the plate
mild steel (sheet of plate). Try your hand at the various
should be regulated to obtain good fusion without
problems described in the following section.
burning through the metal.
Oxyacetylene welding may be done in any position. In
When you have developed skill in running a bead
the examples given here, we will start with the flat
without filler on a piece of one-eighth inch mild steel,
position, since this is usually the easiest, and go on to
try the same thing on a piece of thinner stock. A bead
the more difficult positions. Before trying any of these
without filler can be used to join two pieces along an
projects, be sure that the equipment is set up properly
edge, in the manner shown in figure 8-29. To do this,
and that all safety precautions are being observed.
tack weld the ends by fusing them together; then start
Until you have gained considerable skill in welding,
a puddle and run a bead along the edges.
your practice should be done under the supervision of
an experienced welder.
Running a Bead With Filler (Flat Position)
Running a Bead Without Filler (Flat Position)
The next step in learning to perform oxyacetylene
welding is to run a bead in the flat position, using filler
For this project, you are not welding two pieces
metal. This job is very similar to the first one, but
together but are merely running a bead. Select a piece
requires manipulation of a filler rod as well as of the
of plate about 2 inches by 4 inches by 1/8 inch thick.
torch tip. The bead is built up by the filler metal, as
Place the two firebricks as shown in figure 8-28.
shown in figure 8-30; it should be built up about 25
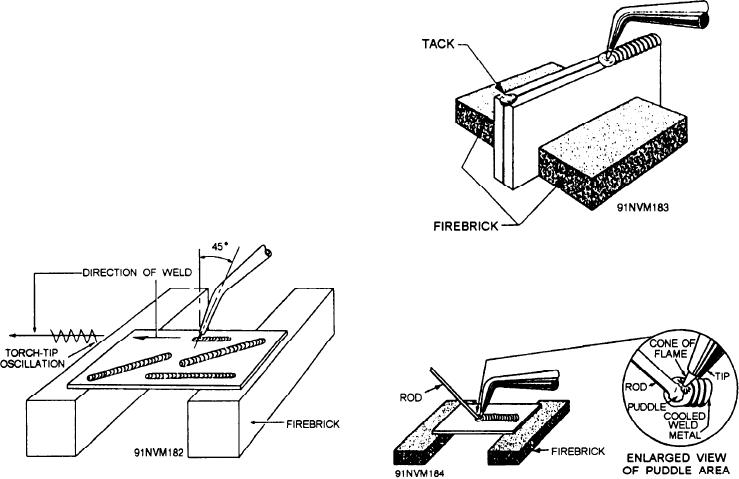
If you are right handed, start at the right and work
to the left. If you are left handed, start at the left and
work to the right. Hold the torch so that the tip forms
a 45-degree angle with the plate along the line of weld.
Direct the inner cone of the flame at a point near the
right edge of the metal and hold it there until a molten
puddle forms. Keep the tip of the cone from
one-sixteenth to one-eighth inch away from the surface
of the molten metal. As soon as the puddle is formed,
move the torch tip slowly forward with a slight
weaving or oscillating motion, as indicated in figure
8-28. Both the forward motion and the weaving motion
must be uniform to produce a smooth, regular bead.
Figure 8-29.--Bead weld without filler, used to join two pieces
along an edge.
Figure 8-28.--Running a bead without using filler rod (flat
position).
Figure 8-30.--Bead weld with filler (flat position).
8-23