
are short and almost vertical, the smoothness of the
the top edges, and (4) the amount of slag adhering to
sides, the sharpness of the top edges, and the slag
the metal.
conditions are almost sure to be satisfactory.
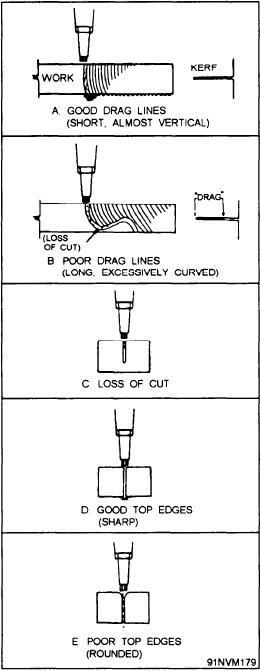
DRAG LINES.--Drag lines are the line markings
SMOOTHNESS OF SIDES.--A satisfactory
that show on the cut surfaces. Good drag lines are
oxyacetylene cut shows smooth sides. A grooved,
almost straight up and down, as shown in view A of
fluted, or ragged cut surface indicates a cut of poor
figure 8-25. Poor drag lines are long and irregular or
quality.
excessively curved, as shown in view B of figure 8-25;
drag lines of this type indicate poor cutting procedure
SHARPNESS OF TOP EDGES.--The top edges
which may also result in loss of the cut (views B and
resulting from an oxyacetylene cut should be sharp and
C of fig. 8-25).
square (view D, fig. 8-25). Rounded top edges, such
as those shown in view E of figure 8-25, are not
Drag lines are probably the best single indication
considered satisfactory. Melting down of the top edges
of the quality of an oxyacetylene cut. If the drag lines
may result from incorrect preheating procedures or
from moving the torch too slowly.
SLAG CONDITIONS.--An oxyacetylene cut is
not considered satisfactory if slag adheres so tightly to
the metal that it is difficult to remove.
SAFETY PRECAUTIONS
In all cutting operations, be careful to see that hot
slag does not come in contact with any combustible
material. Globules of hot slag can roll along a deck for
quite a distance. Do not cut within 30 or 40 feet of
unprotected combustible materials. If combustible
materials cannot be removed, cover them with sheet
metal or noncombustible materials. Keep the acetylene
and oxygen cylinders far enough away from the work
so that hot slag will not fall on the cylinders.
Many of the safety precautions discussed in
chapter 1 of this training manual apply to cutting as
well as to welding. Be sure that you are entirely
familiar with all appropriate safety precautions before
attempting any oxyacetylene cutting operation.
OXYACETYLENE WELDING
TECHNIQUES
Oxyacetylene welding may be accomplished by
either the forehand or the backhand method. Each of
these techniques has special advantages; you should
be skillful with both. Whether a technique is
considered to be forehand or backhand depends on the
relative position of the torch tip and filler rod in
relationship to the direction of welding. The best
technique to use depends upon the type of joint, its
position, and the necessity for controlling the heat on
the parts to be welded.
FOREHAND WELDING (also called puddle weld-
Figure 8-25.--Effects of correct and incorrect cutting
ing or ripple welding) is the oldest method of welding.
procedures.
8-21