
Occasionally the cleaning of the tips will cause
enlargement and distortion of the orifices even if the
proper tip cleaners are used. If the orifices become
enlarged, you will get shorter and thicker preheating
flames; in addition, the jet of cutting oxygen will
spread rather than leave the torch in the form of a long
thin stream. If the orifices become belled for a very
short distance at the end, it is sometimes possible to
correct this condition by rubbing the tip back and forth
against emery cloth on a flat surface. This wears down
the end of the tip where the orifices have been beveled,
thus bringing the orifices back to their original size.
Obviously, this procedure would not work if the
enlargement is very great or if the belling extends more
than a slight distance into the orifice.
After reconditioning a tip, you may test it by
lighting the torch and observing the preheating flames.
If the flames are too short, the orifices are still partially
blocked. If the flames snap out when the valves are
closed, the orifices are still distorted.
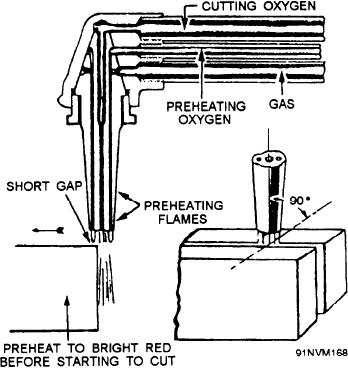
Figure 8-14.--Position of torch tip for starting a cut.
If the tip seat is dirty or scaled so that it does not
fit properly into the torch head, you should heat the tip
to a dull red and quench it in water. This will loosen
If the cut is being started correctly, a shower of
sparks will fall from the opposite side of the work,
the sale and dirt enough so that they can be rubbed off
indicating that the cut is going all the way through.
with a cloth.
Move the cutting torch forward along the line just fast
enough for the cut to continue to penetrate the work
OXYACETYLENE CUTTING
completely. If you have made the cut properly, you
OPERATIONS
will get a clean, narrow cut that looks somewhat like
one made by sawing. When cutting round bars or
Before beginning any oxyacetylene cutting opera-
heavy sections, you can save time and gas if you raise
tion, be sure you have selected the right size tip for the
a small burr with a chisel where the cut is to start. This
job. Follow the manufacturer's recommendations con-
small raised portion will heat quickly, and cutting can
cerning tip sizes to use for different kinds of work. The
be started sooner. If you have a cut to start from the
oxygen and acetylene pressures to be used with various
center on some portion of metal other than the edge,
sizes of tips are also given by the manufacturer. Before
use the following method for starting the cut. Preheat
fitting a cutting tip into the torch head, inspect the tip
to a bright red the spot on the surface where the cut is
carefully to be sure that it is clean and not distorted,
to start. Tilt the torch at an angle of about 45 from the
and that the orifices are not clogged with slag.
perpendicular, in line with the direction of the cut.
Press the cutting oxygen lever very slowly. As the
Cutting Low-Carbon Steel
torch begins to cut, start righting it to a perpendicular
position to the surface of the plate. Continue to right
To cut low-carbon steel with the oxyacetylene
the position of the torch gradually as it cuts until it is
cutting torch, adjust the preheating flames to neutral.
at 90 to the surface of the plate and is cutting all the
Hold the torch perpendicular to the work, with the
way through. Move it forward along the line of cut as
inner cones of the preheating flames about
fast as complete penetration can be accomplished. If
one-sixteenth inch above the end of the line to be cut,
you do not follow this procedure, you are likely to blow
as shown in figure 8-14. Hold the torch in this position
the slag back on the cutting tip, clogging the orifices
until the spot you are heating is a bright red. Introduce
or otherwise damaging the equipment. When you have
the cutting oxygen by depressing the oxygen lever
started a cut, move the torch slowly along the cutting
mark or guide. As you move the torch along, watch the
slowly but steadily.
8-14