
this machine. Never allow seams to pass through the
rolls of a beading machine. The machine would
probably be sprung. Start the beading next to a seam and
stop just before the seam is reached.
The crimping machine (fig. 12-93) is another
specialized machine. It is used to corrugate the ends of
a cylinder. Its diameter is reduced so that it can be fitted
into another cylinder of the same diameter. Some
crimping machines also have beading rolls next to the
crimping rolls, as shown in the lower part of figure
12-93. The bead reinforces the cylinder and keeps it
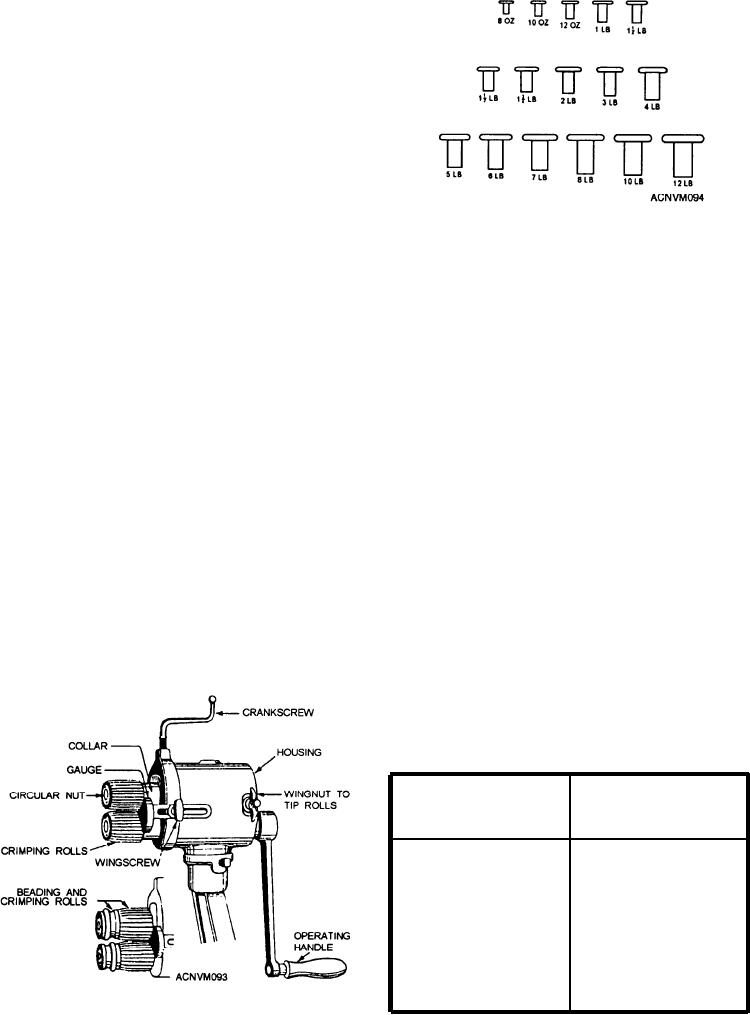
Figure 12-94.--Tinner rivets.
from slipping too far into the other cylinder. Be sure that
you never run a riveted or grooved seam through the
crimping machine.
rivets indicates the size designation. If 1,000 rivets
weigh 8 ounces, each rivet is called an 8-ounce rivet.
RIVETING SHEET METAL
The diameter and length of the rivets increase as the
weight per 1,000 rivets increases. For example, the
Once sheet metal has been cut and formed, it needs
8-ounce rivet has a diameter of 0.089 inch and a length
to be joined together. Most sheet metal seams are either
of 5/32 inch, and the 12-pound rivet has a diameter of
locked or riveted. However, some are joined by brazing
0.259 inch and a length of l/2 inch. For special jobs that
or welding. Lock seams are made primarily by the
require fastening several layers of metal together, rivets
forming processes that have already been discussed.
with extra long shanks are used. Use table 12-2 as a
Welding and brazing are discussed in other chapters of
guide for selecting the proper size rivets.
this training manual. This section deals only with
Rivet spacing is normally given on the blueprint or
joining by riveting.
drawing. If the spacing is not indicated, space the rivets
Rivets of different materials, sizes, and types are
according to the service conditions the seam must
available. Rivets made of steel, copper, brass, and
withstand. For example, if the seam must be watertight,
aluminum are widely used. However, rivets should be
more rivets per inch are required than for a seam that
of the same material as the sheet metal they are joining.
does not need to be watertight. You must maintain a
For sheet metal work, you will probably use tinner's
distance of at least 2 l/2 times the rivet diameter
rivets, of the type shown in figure 12-94, more than any
between the rivets and the edge of the sheet measuring
other kind of rivet. Tinner's rivets vary in size from the
from the center of the rivet holes to the edge of the sheet.
8-ounce rivet to the 16-pound rivet. The weight of 1,000
After the size and spacing of the rivets have been
determined, mark the location of the centers of the rivet
holes. Then pierce the holes by punching or by drilling.
Table 12-2.--Guide for Selecting Rivet Size for Sheet Metal
Work
Rivet size (weight in
Gauge of
sheet metal
pounds per 1000 rivets)
1
26
24
2
22
2 l/2
20
3
3 l/2
18
4
16
Figure 12-93.--Crimping machine.
12-39