
other setscrew, bearing on the end of the cutter, is for
adjusting the cutter to the work.
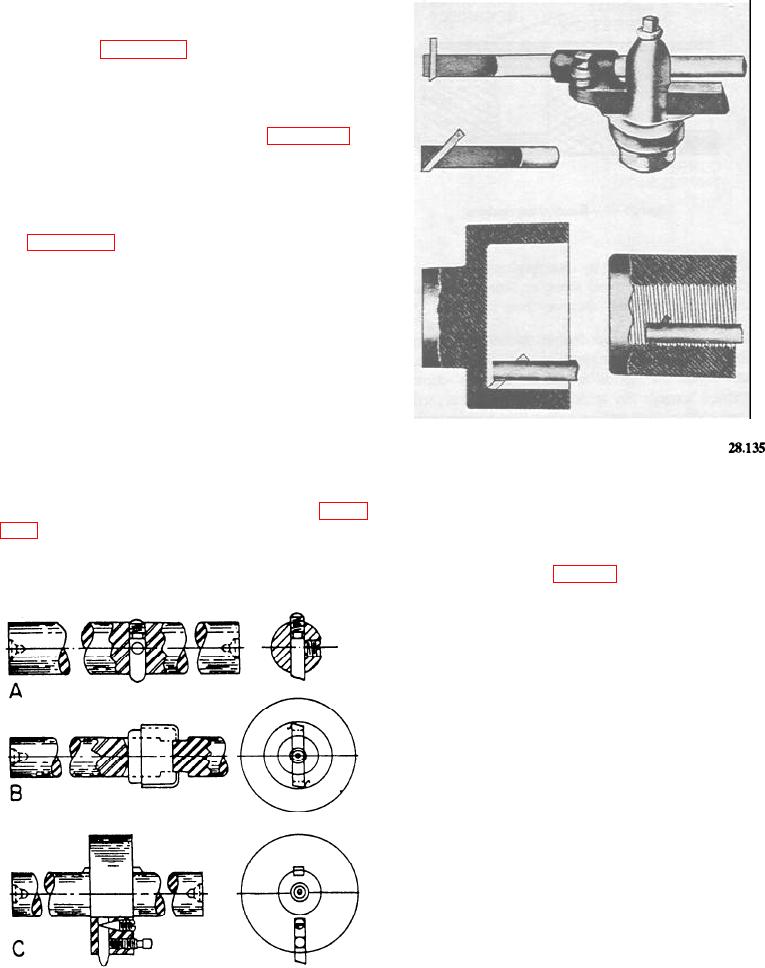
Part B of figure 6-67 shows a boring bar fitted
with a two-edge cutter held by a taper key. This is
more of a finishing or sizing cutter, as it cuts on both
sides and is used for production work.
The boring bar shown in part C of figure 6-67 is
fitted with a cast iron head to adapt it for boring work
of large diameter. The head is fitted with a fly cutter
similar to the one shown in part A. The setscrew with
the tapered point adjusts the cutter to the work.
Figure 6-68 shows a common type of boring bar
holder and applications of the boring bar for boring
and internal threading. When threading is to be done
in a blind hole, it sometimes becomes necessary to
undercut or relieve the bottom of the hole. This will
enable mating parts to be screwed all the way to the
shoulder and make the threading operation much
easier to do.
KNURLING
Knurling is the process of rolling or squeezing
Figure 6-68.--Application of boring bar holder.
impressions into the work with hardened steel rollers
that have teeth milled into their faces. Examples of
the various knurling patterns are shown in figure
the metal is raised by the forming action of the knurl
6-17. Knurling provides a gripping surface on the
rollers.
work; it is also used for decoration. Knurling
increases the diameter of the workpiece slightly when
The knurling tool (fig. 6-16) is set up so the faces
of the rollers are parallel to the surface of the work
and with the upper and lower rollers equally spaced
above and below the work axis or center line. The
spindle speed should be about half the roughing speed
for the type of metal being machined. The feed
should be between 0.015 inch and 0.025 inch per
revolution. The work should be rigidly mounted in
the tailstock to help offset the pressure exerted by the
knurling operation.
The actual knurling operation is simple if you
follow a few basic rules. The first step is to make sure
that the rollers in the knurling tool turn freely and are
free of chips and imbedded metal between the cutting
edges. During the knurling process, apply an ample
supply of oil at the point of contact to flush away
chips and provide lubrication. Position the carriage
so that one-third to one-half of the face of the rollers
extends beyond the end of the work. This eliminates
part of the pressure required to start the knurl
impression. Force the knurling rollers into contact
with the work. Engage the spindle clutch. Check the
Figure 6-67.--Various boring bars.
knurl to see if the rollers have tracked properly, as
6-39