
Figure 6-69.--Knurled impressions.
shown in figure 6-69, by disengaging the clutch after
the work has revolved three or four times and by
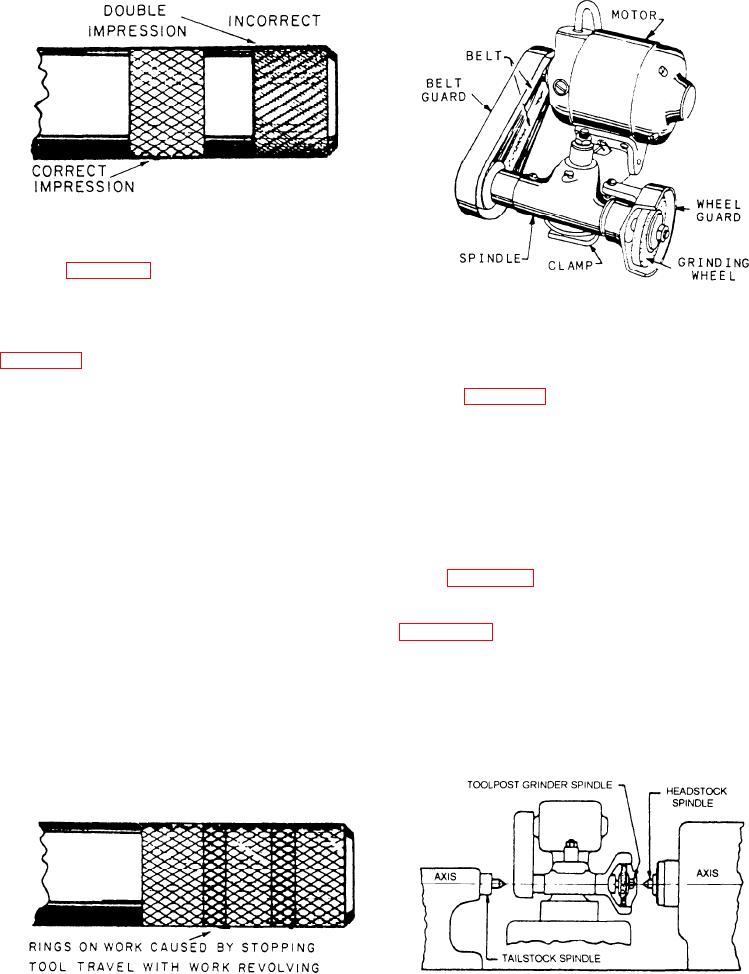
Figure 6-71.--Toolpost grinder.
backing the knurling tool away from the work.
If the knurls have double tracked, as shown in
tool is in contact with it if the feed is disengaged.
figure 6-69, move the knurling tool to a new location
This will cause rings to be formed on the surface, as
and repeat the operation. If the knurl is correctly
shown in figure 6-70.
formed, engage the spindle clutch and the carriage
feed. Move the knurling rollers into contact with the
correctly formed knurled impressions. The rollers
SETTING UP THE TOOLPOST GRINDER
will align themselves with the impressions. Allow the
knurling tool to feed to within about 1/32 inch of the
The toolpost grinder is a portable grinding
end of the surface to be knurled. Disengage the
machine that can be mounted on the compound rest of
carriage feed and with the work revolving, feed the
a lathe in place of the toolpost. It can be used to
carriage by hand to extend the knurl to the end of the
machine work that is too hard to cut by ordinary
surface. Force the knurling tool slightly deeper into
means or to machine work that requires a very fine
the work, reverse the direction of feed and engage the
finish. Figure 6-71 shows a typical toolpost grinder.
carriage feed. Allow the knurling tool to feed until
the opposite end of the knurled surface is reached.
The grinder must be set on center, as shown in
Never allow the knurls to feed off the surface.
figure 6-72. The centering holes located on the
spindle shaft are used for this purpose. The grinding
Repeat the knurling operation until the diamond
wheel takes the place of a lathe cutting tool; it can
impressions converge to a point. Passes made after
perform most of the same operations as a cutting tool.
the correct shape is obtained will result in stripping
Cylindrical, tapered, and internal surfaces can be
away the points of the knurl. Clean the knurl with a
ground with the toolpost grinder. Very small grinding
brush and remove any burrs or sharp edges with a file.
When knurling, do not let the work rotate while the
Figure 6-72.--Mounting the grinder at center height.
Figure 6-70.--Rings on a knurled surface.
6-40