
wheels are mounted on tapered shafts, known as
quills, to grind internal surfaces.
The grinding wheel speed is changed by using
various sizes of pulleys on the motor and spindle
shafts. An instruction plate on the grinder gives both
the diameter of the pulleys required to obtain a given
speed and the maximum safe speed for grinding
wheels of various diameters. Grinding wheels are
safe for operation at a speed just below the highest
recommended speed. A higher than recommended
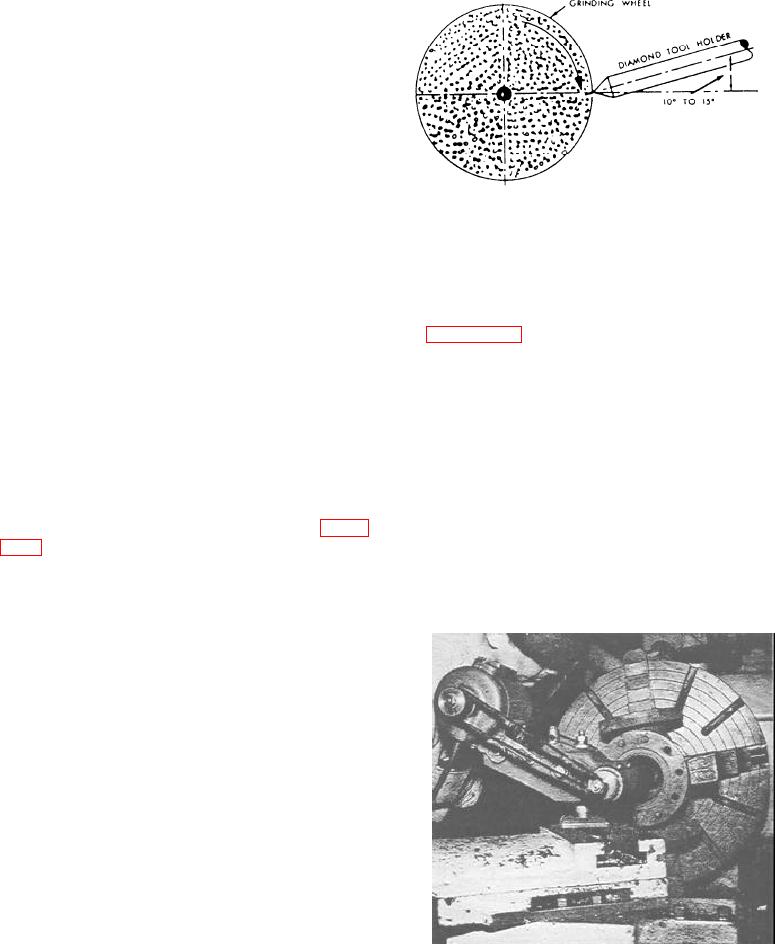
Figure 6-73.--Position of the diamond dresser.
speed may cause the wheel to disintegrate. For this
reason, wheel guards are furnished with the toolpost
grinder to protect against injury.
whether the feed should be increased or decreased.
Never stop the work or the grinding wheel while they
Always check the pulley combinations given on
are in contact with each other.
the instruction plate of the grinder when you mount a
wheel. Be sure that the combination is not reversed,
Figure 6-74 illustrates refacing the seat of a
because this may cause the wheel to run at a speed far
high-pressure steam valve that has a hard,
in excess of that recommended. During all grinding
Stellite-faced surface. The refacing must be done
operations, wear goggles to protect your eyes from
with a toolpost grinder. Be sure that all inside
flying abrasive material.
diameters run true before starting the machine work.
Before you use the grinder, dress and true the
Spindle speed of the lathe should be about 40 rpm or
wheel with a diamond wheel dresser. The dresser is
less. Too high a speed will cause the grinding wheel
held in a holder that is clamped to the chuck or
to vibrate. Set the compound rest to correspond with
faceplate of the lathe. Set the point of the diamond at
the valve seat angle. Use the cross-slide hand feed or
center height and at a 10 to 15 angle in the direction
the micrometer stop on the carriage for controlling the
of the grinding wheel rotation, as shown in figure
depth of cut; use the compound rest for traversing the
6-73. The 10 to 15 angle prevents the diamond
grinding wheel across the work surface. Remember,
from gouging the wheel. Lock the lathe spindle by
whenever you grind on a lathe, always place a cloth
placing the spindle speed control lever in the low rpm
across the ways of the bed and over any other
position. (NOTE: The lathe spindle does not revolve
when you are dressing the grinding wheel.)
Bring the grinding wheel into contact with the
diamond dresser by carefully feeding the cross-slide
in by hand. Move the wheel slowly by hand back and
forth over the point of the diamond, taking a
maximum cut of 0.0002 inch. Move the carriage if
the face of the wheel is parallel to the ways of the
lathe. Move the compound rest if the face of the
wheel is at an angle. Make the final depth of cut of
0.0001 inch with a slow, even feed to obtain a good
wheel finish. Remove the diamond dresser holder as
soon as you finish dressing the wheel and adjust the
grinder to begin the grinding operation.
Rotate the work at a fairly low speed during the
grinding operation. The recommended surface speed
is 60 to 100 fpm. The depth of cut depends upon the
hardness of the work, the type of grinding wheel, and
the desired finish. Avoid taking grinding cuts deeper
28.136
than 0.002 inch until you gain experience. Use a
Figure 6-74.--Refacing seat of high-pressure steam valve.
fairly low rate of feed. You will soon be able to judge
6-41