
taper. If you bear this in mind when machining
machined surfaces that could become contaminated
tapers, you will not go wrong. Use the formula:
from grinding dust.
TPF = TPI 12
TAPERS
Taper is the gradual decrease in the diameter of
where:
thickness of a piece of work toward one end. To find
the amount of taper in any given length of work,
TPF = TAPER PER FOOT
subtract the size of the small end from the size of the
large end. Taper is usually expressed as the amount of
TPI = TAPER PER INCH
taper per foot of length, or as an angle. The following
examples explain how to determine taper per foot of
Other formulas used in figuring tapers are as follows:
length.
T
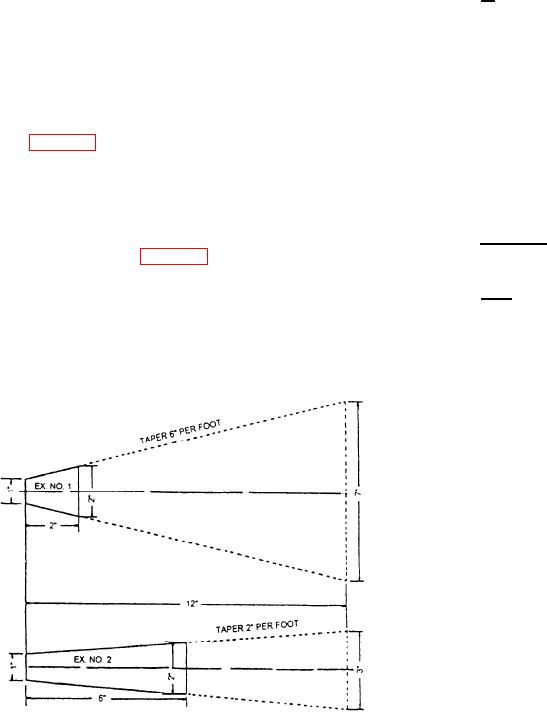
EXAMPLE 1: Find the taper per foot of a piece
TPI = L
of work 2 inches long: Diameter of the small end is 1
inch; diameter of the large end is 2 inches.
where:
The amount of the taper is 2 inches minus 1 inch,
which equals 1 inch. The length of the taper is given
TPI = TAPER PER INCH
as 2 inches. Therefore, the taper is 1 inch in 2 inches
of length. In 12 inches of length it would be 6 inches.
T = TAPER (Difference between large and
(See fig. 6-75).
small diameters, expressed in inches)
EXAMPLE 2: Find the taper per foot of a piece 6
inches long. Diameter of the small end is 1 inch;
L = LENGTH of taper, expressed in inches
diameter of the large end is 2 inches.
L TPF
The amount of taper is the same as in example 1;
and T = TPI L (in inches)
T
= 12
that is, 1 inch. (See fig. 6-75.) However, the length
of this taper is 6 inches; hence the taper per foot is
1 inch 12/6 = 2 inches per foot.
TPF
T P I = 12
From the foregoing, you can see that the length of
a tapered piece is very important in computing the
Tapers are frequently cut by setting the angle of
the taper on the appropriate lathe attachment. There
are two angles associated with a taper-the included
angle and the angle with the center line. The included
angle is the angle between the two angled sides of the
taper. The angle with the center line is the angle
between the center line and either of the angled sides.
Since the taper is turned about a center line, the angle
between one side and the center line is always equal to
the angle between the other side and the center line.
Therefore, the included angle is always twice the
angle with the center line. The importance of this
relationship will be shown later in this chapter.
There are several well-known tapers that are used
as standards for machines on which they are used.
These standards make it possible to make or get parts
to fit the machine in question without detailed
measuring and fitting. By designating the name and
number of the standard taper being used, you can
immediately find the length, the diameter of the small
Figure 6-75.--Tapers.
and large ends, the taper per foot, and all other
6-42