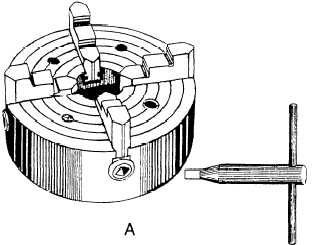
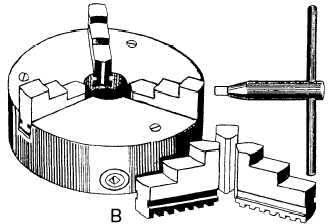
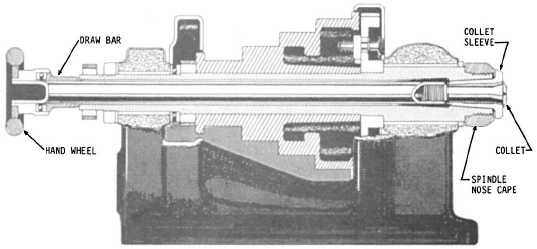
Figure 9-8.–A. Four-Jaw chuck. B. Three-Jaw chuck.Round-Nosed Turning Tool.–This tool is forgeneral-purpose machine work and is used for takinglight roughing cuts and finishing cuts. Usually, the topof the cutter bit is ground with side rake so the tool maybe fed from right to left. Sometimes this cutter bit isground flat on top so the tool may be fed in eitherdirection (fig. 9-7, view B).Right-Hand Turning Tool.–This is just theopposite of the left-hand turning tool and is designed tocut when it is fed from right to left (fig. 9-7, view C).The cutting edge is on the left side. This is an ideal toolfor taking roughing cuts and for all-around machinework.Left-Hand Facing Tool.–This tool is intended forfacing on the left-hand side of the work (fig. 9-7, viewD). The direction of feed is away from the lathe center.The cutting edge is on the right-hand side of the tool,and the point of the tool is sharp to permit machining asquare corner.Threading Tool.–The point of the threading tool isground to a 60-degree included angle for machiningV-form screw threads (fig. 9-7, view E). Usually, the topof the tool is ground flat, and there is clearance on bothsides of the tool so it will cut on both sides.Right-Hand Facing Tool.–This tool is just theopposite of the left-hand facing tool and is intended forfacing the right end of the work and for machining theright side of a shoulder (fig. 9-7, view F).Square-Nosed Parting (Cutoff) Tool.–Theprincipal cutting edge of this tool is on the front (fig. 9-7,view G). Both sides of the tool must have sufficientclearance to prevent binding and should be groundslightly narrower at the back than at the cutting edge.This tool is convenient for machining necks and groovesand for squaring comers and cutting off.Boring Tool.–The boring tool (fig. 9-7, view H) isusually ground the same shape as the left-hand turningFigure 9-9.–Draw-in collet chuck.9-6
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business