the second setup. Then, machine the sides in two similar
but separate setups. Align the vise jaws at right angles
to the ram in both setups.
To machine a rectangular block from a rough
casting, use the following sequence of operations:
1. Clamp the casting in the vise so a face is
horizontally level and slightly above the top of the vise
jaws. Allow one end to extend out of the side of the vise
jaws enough so you can take a cut on the end without
unclamping the casting. Now feed the cutting tool down
to the required depth and take a horizontal cut across
the face. After you have machined the face, readjust the
cutting tool so it will cut across the surface of the end
that extends from the vise. Use the horizontal motion of
the ram and the vertical adjustment of the toolhead to
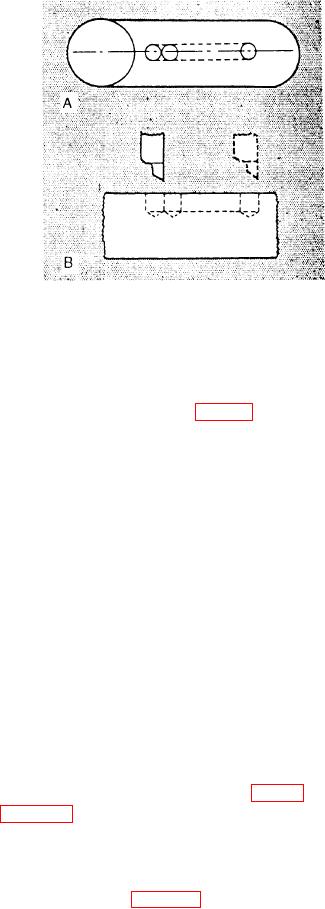
Figure 9-9.--Cutting a keyway in the middle of a shaft.
move the tool across and down the surface of the end.
When you have machined the end, check to be sure it is
1. Set up the work as you would to machine a flat
square with the machined face. If it is not square, adjust
the toolhead swivel to correct the inaccuracy and take
surface parallel with the table.
another light finishing cut down the end.
2. To machine the second face and end, turn the
angle. (Swivel the clapper box in the opposite
block over and set the previously machined face on
direction.)
parallels (similar to the method used in step 1). Insert
3. Start the machine and, using the manual feed
small strips of paper between each corner of the block
wheel on the toolhead, feed the tool down across the
and the parallels. Clamp the block in the vise and USC a
workpiece. Use the horizontal feed control to feed the
soft-face mallet to tap the block down solidly on the
work into the tool and to control the depth of cut
parallels. When the block is held securely in the vise,
(thickness of the chip). (Because the tool is fed
machine the second face and end to the correct thickness
manually, be careful to feed the tool toward the work
and length dimensions of the block.
only during the return stroke.)
3. To machine a side, open the vise jaws so the jaws
4. Set up and machine the other side as described
can be clamped on the ends of the block. Now set the
in step 3.
block on parallels in the vise with the side extending out
of the jaws enough to permit a cut using the downfeed
SHAPING KEYWAYS IN SHAFTS.--Occa-
mechanism. Adjust the ram for length of stroke and for
sionally, you may use a shaper to cut a keyway in a shaft.
position to machine the side and make the cut.
Normally, you will lay out the length and width of the
keyway on the circumference of the shaft. A centerline
4. Set up and machine the other side as described
laid out along the length of the shaft and across the end
in step 3.
of the shaft will make the setup easier (fig. 9-9, view A).
SHAPING ANGULAR SURFACES.--You may
Figure 9-9 also shows holes of the same diameter as the
use one of two methods to machine angular surfaces.
keyway width and slightly deeper than the key drilled
For steep angles, such as on V-blocks, mount the work
into the shaft. These holes are required to provide tool
horizontally and swivel the toolhead to the desired
clearance at the beginning and end of the cutting stroke.
angle. For small angles of taper, such as on wedges,
The holes shown in figure 9-9 are located to cut a blind
mount the work on the table at the desired angle from
keyway (not ending at the end of a shaft). If the kcyway
the horizontal, or you can tilt the table if the shaper has
extends to the end of the shaft, only one hole is
a universal table.
necessary.
To machine a steep angle using the toolhead
To cut a keyway in a shaft, use the following
swiveled to the proper angle, use the following
sequence of operations:
sequence of operations:
9-8