
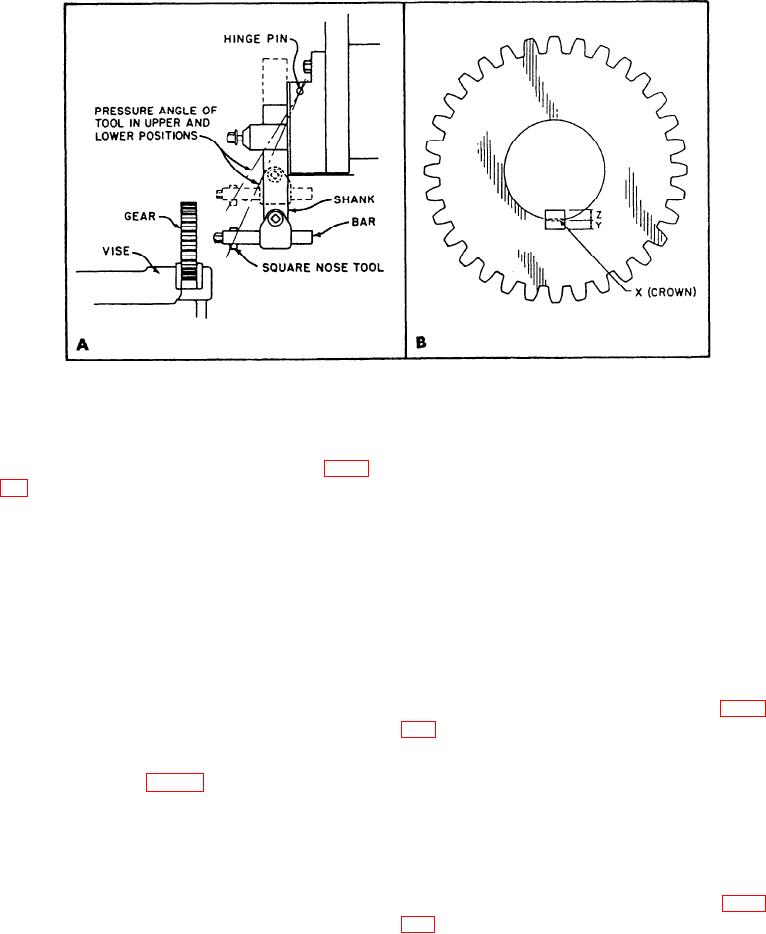
Figure 9-10.--Internal keyway: A. Shaping an internal keyway in a gear. B. Depth of keyways.
tools, and the cutting point will tend to spring away from
1. Lay out the centerline, the keyway width, and
the work unless you take steps to compensate. The
the clearance hole centers, as shown in view A of figure
9-9. Drill the clearance holes.
keyway MUST be in line with the axis of the gear. Test
the alignment with a dial indicator by taking a reading
2. Position the shaft in the shaper vise or on the
across the face of the gear. Swivel the vise slightly to
worktable so that it is parallel to the ram. Use a
correct the alignment if necessary.
machinist's square to check the centerline on the end of
the shaft to be sure it is perpendicular to the surface of
The bar of the square-nose toolholder should not
the worktable. This ensures that the keyway layout is
extend further than necessary from the shank;
exactly centered at the uppermost height of the shaft and
otherwise, the bar will have too much spring and will
that the keyway is centered on the centerlines of the
allow the tool to be forced out of the cut.
shaft.
The extension toolholder should extend as far as
3. Adjust the stroke and the position of the ram so
practical below the clapper block, rather than in the
the forward stroke of the cutting tool ends at the center
position shown by the dotted lines in view A of figure
of the clearance hole. (If you are cutting a blind keyway,
9-10. The pressure angle associated with the toolholder
be sure the cutting tool has enough clearance at the end
in the upper position may cause the pressure of the cut
of the return stroke so the tool will remain in the keyway
to open the clapper block slightly and allow the tool to
slot.) (See view B of fig. 9-9.)
leave the cut. In the lower position, the pressure angle
4. Position the work under the cutting tool so that
is nearly vertical and prevents the clapper block from
the tool's center is aligned with the centerline of the
opening. Another method to prevent the clapper block
keyway. (If the keyway is more than 1/2 inch wide, cut
from opening is to mount the tool in an inverted
a slot down the center and shave each side of the slot
position.
until you get the proper width.
With the cutting tool set up as in view A of figure
5. Start the shaper and use the toolhead slide to
9-10, center the tool within the layout lines in the usual
feed the tool down to the depth required, as shown on
manner, and make the cut to the proper depth while
the graduated collar.
feeding the toolhead down by hand. If you mount the
tool in an inverted position, center the tool within the
SHAPING AN INTERNAL KEYWAY.--To cut
layout lines at the top of the hole, and make the cut by
an internal keyway in a gear, you will have to use
feeding the toolhead upward.
extension tools. These tools lack the rigidity of external
9-9


