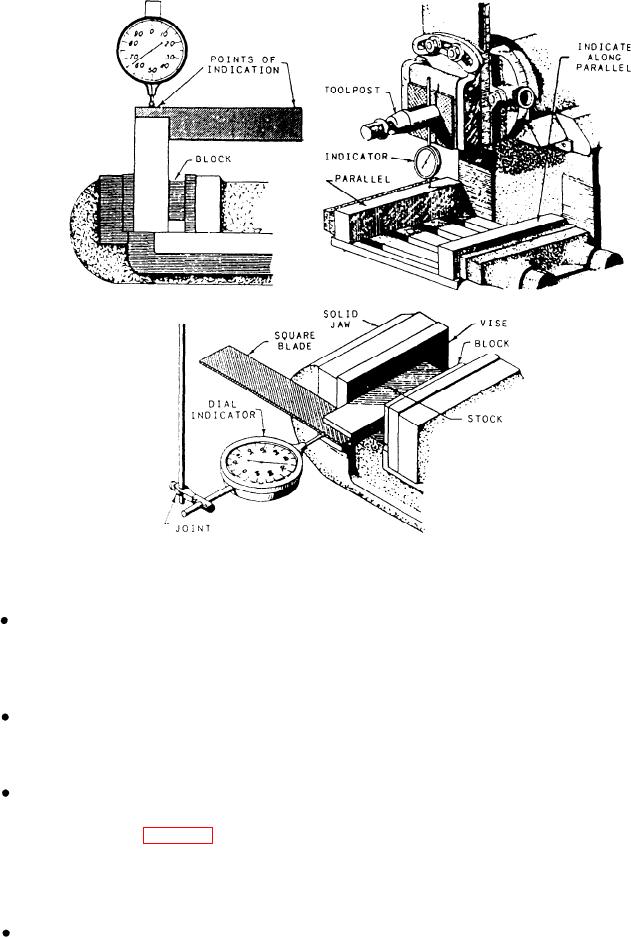
Figure 9-8.--Squaring the table and the vise.
SPEEDS AND FEEDS.--You will set up the
Be sure the cutting tool is set properly; otherwise,
shaper to cut a certain material similar to the way you
the tool bit will chatter. Set the toolholder so the
set up other machine tools, such as drill presses and
tool bit does not extend more than about 2 inches
lathes. First, determine the approximate required
below the clapper box.
cutting speed, then determine and set the necessary
machine speed to produce your desired cutting speed.
Be sure the piece of work is held rigidly in the
On all of the machine tools we discussed in the previous
vise to prevent chatter. You can seat the work by
chapters, cutting speed was directly related to the speed
tapping it with a babbitt hammer.
(rpm) of the machine's spindle. You could determine
Test the table to see if it is level and square. Make
what spindle rpm to set by using one formula for all
these tests with a dial indicator and a machinist's
brands of a particular type of machine. The setup for a
shaper is slightly different. You still relate cutting speed
or the vise is off parallel, check for dirt under the
to machine speed through a formula, but the formula
depends on the brand of machine that you operate. This
vise or improper adjustment of the table support
is because some manufacturers use a slightly different
bracket.
formula to compute cutting speed than others. To
Adjust the ram for length of stroke and position.
determine the correct formula for your machine, consult
The cutting tool should travel 1/8 to 1/4 inch past
the operator's manual provided by the manufacturer.
the edge of the work on the forward stroke and
The following discussion explains basically how
3/4 to 7/8 inch behind the rear edge of the work
the operation of a shaper differs from the operation of
other machine tools. It also explains how to determine
on the return stroke.
9-6