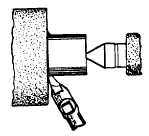
Figure 9-26.—Facing a cylindrical piece.
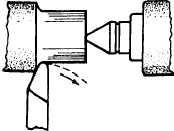
Figure 9-27.—Facing a shoulder.
MACHINING OPERATIONS
Up to this point, you have studied the preliminary
steps leading to the performance of machine work in the
lathe. You have learned how to mount the work and the
tool and which tools are used for various purposes. Now,
you need to consider how to use the proper tools in
combination with the lathe to perform various
machining operations.
FACING
Facing is the machining of the end surfaces and
shoulders of a workpiece. In addition to squaring the
ends of the work, facing provides a way to cut work to
length accurately. Generally, only light cuts are required
since the work will have been cut to approximate length
or rough machined to the shoulder.
Figure 9-26 shows the facing of a cylindrical piece.
The work is placed between centers and driven by a dog.
A right-hand side tool is used as shown. Take a light cut
on the end of the work, feeding the tool (by hand
crossfeed) from the center toward the outside. Take one
or two light cuts to remove enough stock to true the
work Then reverse the workpiece, install the dog on the
just finished end, and face the other end to make the
work the proper length. To provide an accurate base
from which to measure, hold another rule or
straightedge on the end you faced first. Be sure there is
no burr on the edge to keep the straightedge from
bearing accurately on the finished end. Use a sharp
scribe to mark off the dimension desired.
Figure 9-27 shows the use of a turning tool in
finishing a shouldered job having a fillet corner. Take a
finish cut on the small diameter. Machine the fillet with
a light cut. Then use the tool to face the work from the
fillet to the outside of the work.
In facing large surfaces, lock the carriage in position,
since only crossfeed is required to traverse the tool across
the work. With the compound rest set at 90° (parallel to the
axis of the lathe), you can use the micrometer collar to feed
the tool to the proper depth of cut.
TURNING
Turning is the machining of excess stock from the
periphery of the workpiece to reduce the diameter. In
most lathe machining operations requiring removal of
large amounts of stock, a series of roughing cuts is taken
to remove most of the excess stock Then a finishing cut
is taken to accurately “size” the workpiece.
Rough Turning
When a great deal of stock is to be removed, you
should take heavy cuts to complete the job in the least
possible time. This is called rough turning.
Select the proper tool for taking a heavy chip. The
speed of the work and the amount of feed of the tool
should be as great as the tool will stand.
When you take a roughing cut on steel, cast iron, or
any other metal that has a scale on its surface, be sure to
set the tool deep enough to get under the scale in the first
cut. Unless you do, the scale on the metal will dull or
break the point of the tool.
Rough machine the work to almost the finished size;
then take careful measurements.
Bear in mind that the diameter of the work being
turned is reduced by an amount equal to twice the depth
of the cuts; thus, if you desire to reduce the diameter of
a piece by 1/4 inch, you must remove 1/8 inch of metal
from the surface.
Figure 9-28 shows the position of the tool for taking
a heavy cut on large work. Set the tool so that if anything
Figure 9-28.—Position of the tool for a heavy cut.
9-17