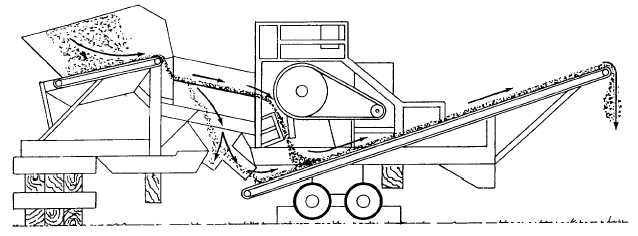
Figure 6-1.-Primary unit.
Most crusher and screening units plants are
equipped with some type of feeder to regulate the flow
of material into the crusher unit. A heavy-duty apron
type of feeder (fig. 6-3) is usually used to feed the
primary crusher. Raw materials from the pit or quarry
are deposited into the hopper of the heavy-duty apron
feeder that moves the material onto the deck of the
vibrating grizzly. The rate of flow of the feeder belt is
controlled by the operator using the START and STOP
buttons located on the control panel.
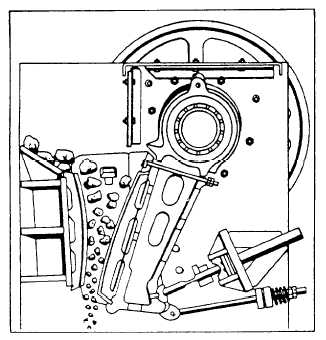
Figure 6-2.-Jaw crusher.
As material is moved out of the apron feeder, it is
processed across the vibrating grizzly. The deck is
normally a bar type of screen with a 1 1/2-inch fixed
opening. It screens out material smaller than 1 1/2 inches
and routes the oversized material through the jaw
chamber to be crushed. The undersized material is
routed through a chute to the undercrusher conveyer.
From this point the material can join the jaw crusher
product by closing a flop gate. This material can be
directed through another chute (by closing a flop gate)
and routed to a by-product stockpile.
The vibrating grizzly prescreens material that is
already down to size, allowing the material to bypass the
jaw crusher. The grizzly also dry-cleans the material by
vibrating it vigorously. The flop gates on the grizzly
enable the operator to select and decide what to do with
smaller particles.
Oversized material is routed through the jaw
crusher where it is gradually reduced in size by a series
of elliptical- downward crushing strokes and is then
discharged onto the undercrusher delivery conveyer
belt. The product size is determined by the product
setting adjustment made at the discharge end of the jaw
plates.
The hourly rate of production to be obtained from a
given size jaw crusher depends upon a number of
variable factors:
1. The toughness of the raw material.
2. The product setting.
3. The reduction ratio. (The size of the material fed
to the crusher compared to the product size.)
6-2