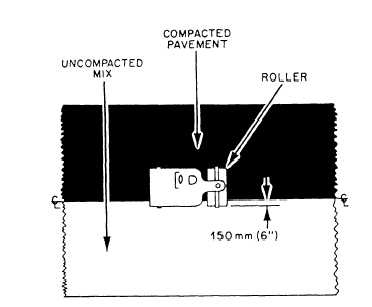
Figure 11-50.—Rolling a longitudinal joint.
HOT JOINTS.— A hot joint is a joint between two
lanes of bituminous mix placed at approximately the
same time by pavers working in echelon. This type of
laydown produces the best longitudinal joint, because
both lanes are at, or near, the same temperature when
rolled. The material compacts into a single mass under
the roller, resulting with little or no difference in density
between the two lanes. When you are paving in echelon,
the breakdown roller following the lead paver leaves a
3- to 6-inch unrolled edge that the second paver follows.
The second paver and roller should stay as close as
possible to the first paver to ensure a uniform density is
obtained across the joint. The roller following the
second paver compacts the hot joint on its first pass
(fig. 11-51).
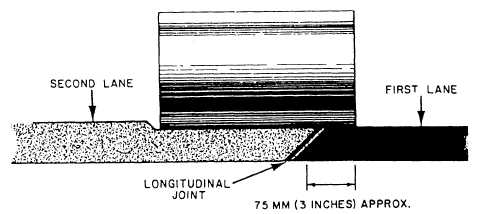
COLD JOINTS.— A cold joint is a joint between
two lanes, one of which has cooled overnight or longer
before the adjoining lane is placed. Because of the
difference in temperature between the two lanes, there
is a difference in density between the two sides of the
joint. The longitudinal joint should be rolled directly
behind the paver.
Breakdown Rolling
Breakdown rolling may be accomplished with static
or vibratory steel-wheel rollers. Breakdown rolling
should start on the low side of the hot bituminous mat,
which is usually the outside of the lane being paved, and
progress toward the high side. The reason for this is that
hot bituminous mixtures tend to migrate towards the low
side of the mat under the action of the roller. If rolling
is started on the high side, this migration is much more
pronounced than if the rolling progresses from the low
side. When adjoining lanes are placed, the same rolling
procedure should be followed, but only after com-
paction of the longitudinal joint.
A rolling pattern that provides the most uniform
coverage of the lane being paved should be used. Rollers
vary in width, and a single recommended pattern that
applies to all rollers is impractical. For this reason, the
best rolling pattern for each roller being used should be
worked out and followed to obtain the most uniform
compaction across the lane.
The rolling pattern not only includes the number of
passes but also the location of the first pass, the sequence
of succeeding passes, and the overlapping between
passes. Rolling speed should not exceed 3 mph. In
addition, sharp turns and quick starts or stops are to be
avoided.
For thin lifts (a lift of less than 2 inches compacted
thickness), a recommended rolling pattern for static
Figure 11-51.—Rolling a hot longitudinal joint.
11-27