
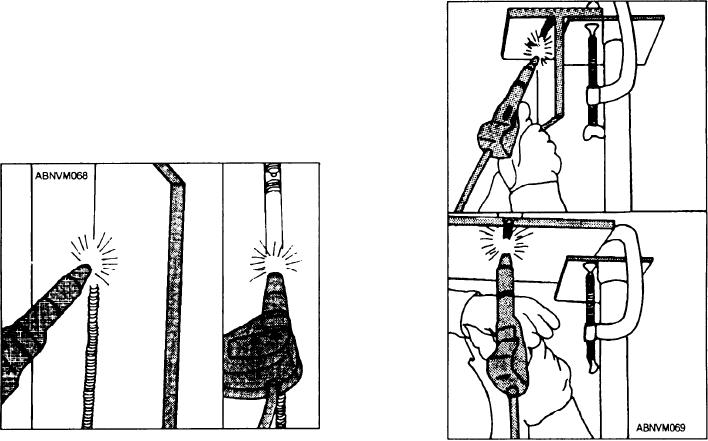
and equipment are the same as those used for
Vertical-Position Multipass Fillet
horizontal- and vertical-position welding. However,
and Butt Welds
in overhead-position welding, the gas flow is
regulated to flow at 60 cubic feet per hour, and the
This exercise will help you learn vertical-position
welding current is selected at 225 to 275 amperes.
GMA welding. The materials and equipment
needed are the same as those described for
Prepare edge angles of abutting plates by
horizontal-position welding. The gas flow and
machining or grinding as shown in figure 10-44.
current range are also the same. Machine or grind
Clean and thoroughly dry the weld areas, using
the abutting plate edges to the angles shown in
solvent to degrease the metal. Surfaces on which
figure 10-42. Thoroughly clean and dry the weld
weld metal will be deposited should be wire brushed
areas. Clean with a wire brush between passes if
to remove aluminum oxide coating. Brush with a
contamination shows in the weld area.
stainless-steel brush after every pass if there is
contamination. Follow the weld sequence shown in
Follow the weld sequence shown in figure 10-42.
figure 10-44. Figure 10-68 shows a welder making
Make all welds in the upward direction. Take care
overhead multipass fillet and butt welds.
to fit the parts to be welded with the root space
shown.
Here, as in vertical welding, a slight weave may
or may not be used. A lower welding current and
Fillet and butt welds made in the vertical
travel speed are used as compared to flat-position
position are shown in figure 10-67. Note that the
welding. Conversely, a higher flow of shielding gas
welding is done upward. All factors concerning
is used. Take extreme care to avoid sagging and
out-of-position horizontal welding also apply here.
poor penetration. Trying to deposit too much metal
Do not use too high a welding current or deposit
and carrying too large a weld pool is the direct
too large a weld bead. If the molten pool is too
cause of such conditions. Most inexperienced
large, the effects of gravity will make it difficult to
welders find overhead welding awkward. Assume as
control. Bead size, weld speed, and bead sequence
comfortable and relaxed a position as possible, and
must be such that there is no lack of fusion between
passes. Some welders find that a slight side-to-side
weave, approximately one-eighth inch, when done
smoothly and evenly, is helpful in vertical welding.
Overhead-Position Multipass Fillet
and Butt Welds
This exercise will help you learn
overhead-position GMA welding. The materials
Figure 10-67.--Welding fillet and butt joints in the vertical
Figure 10-68.--Welding overhead multipass fillet and butt
position.
welds.
10-48