
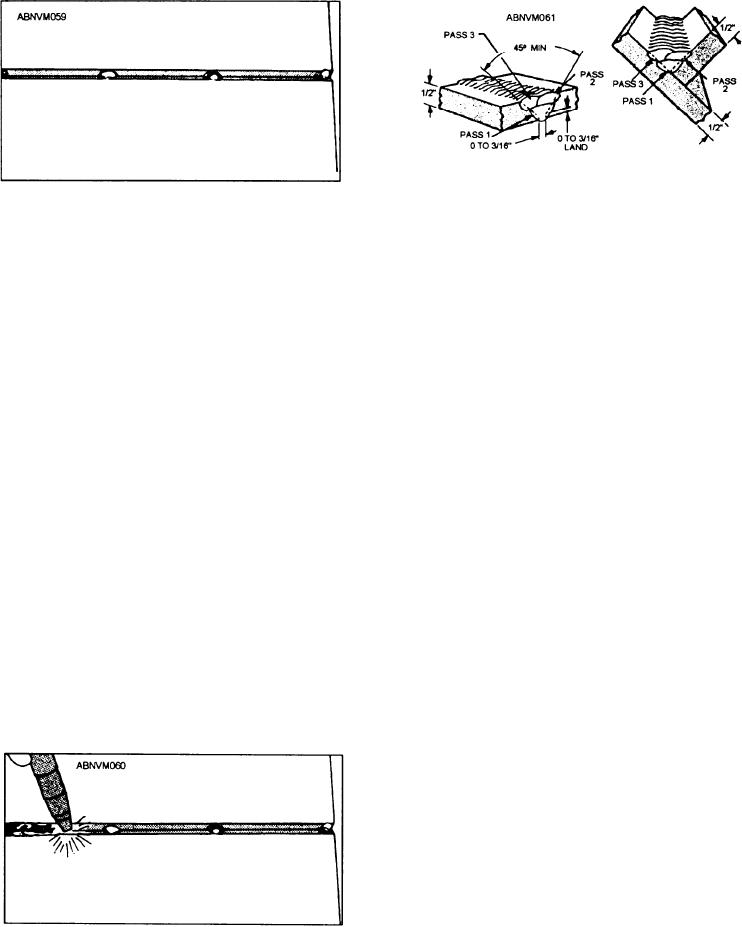
Figure 10-60.--Joint design and weld pass sequence
flat-position multipass butt welds in aluminum plate.
Figure 10-58.--Plates tack-welded and aligned for GMA
welding.
The correct arc length is very important. Too
sections to permit good root fusion in the butt weld.
short an arc will cause porosity; too long an arc will
Ordinarily, when using a backing strap, the gap
result in lack of fusion. A proper arc is between
between the parts to be welded should be not less
one-eighth inch to three-eighths inch long,
than the diameter of the filler wire. Slightly more
depending on the current, joint, and filler wire alloy.
space is preferable. After the plates are aligned and
The correct arc length, when struck, will produce a
rigidly supported, tack weld, as shown in figure
smooth sizzling or hissing sound.
10-58, before making the single weld pass. Bring
the gun into the forehand welding position, as
Practice making single-pass butt welds,
shown in figure 10-51. Hold the gun 5 to 20 from
according to the procedure outlined, until your
the vertical, pointing in the direction of travel.
weldments can pass the usual inspection standards.
After the arc is initiated, move the gun forward at
Defective tack welds or defective sections of the
the proper angle and speed as shown in figure
main weld can be chipped out and the area
10-59.
rewelded.
The angle of the gun is dependent upon both
Flat-Position Multipass Butt Welds
the speed of travel and the position of the joint.
Adjust this angle to give the proper cleaning action,
This exercise will help you make multipass
depth of penetration, and bead contour. When
flat-position GMA butt welds in aluminum plate.
welding unequal sections, direct the arc against the
The material requirements include 1/2" by 6" by 12"
heavier piece to obtain equal fusion in the two
EC aluminum plate and 3/32-inch diameter 1100
edges.
alloy filler wire, or any other parent plate-filler wire
alloy combination recommended for welding; a
compatible aluminum alloy backing strap, if used,
and degreasing solvent or solution.
Prepare the abutting plate edges by milling or
sawing to the proper angles, shown in figure 10-60.
Clean the weld area and backing strap, if used. Use
solvent, and wipe dry. When more than a single
pass is made, wire brush after each pass if
contamination is visible. Regulate the gas flow at 50
cubic feet per hour, and use a welding current of
280 to 320 amperes.
One method of weld pass sequence is shown in
figure 10-60. You should always watch the weld
Figure 10-59.--Moving the welding gun forward at the
pool. This is the only way to determine if there is
proper angle.
proper penetration and fusion. The fluidity of the
10-45