
Figure 10-63.--Voids in multipass butt welds.
Figure 10-61.--Gross section of two welds showing poor root
fusion and too heavy a root face.
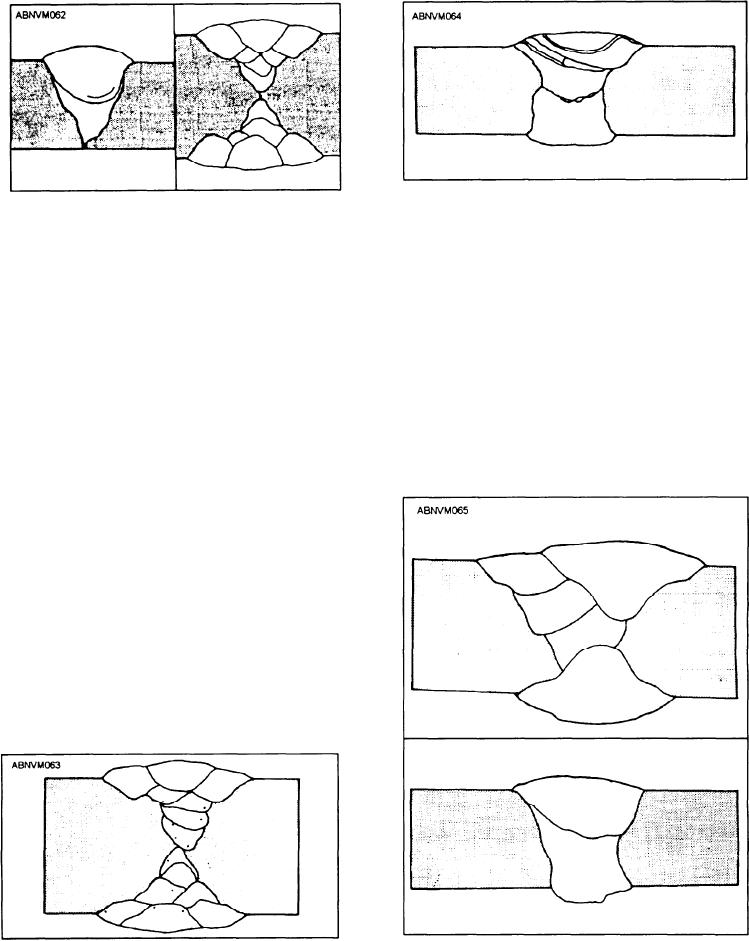
Cross sections of good multipass GMA butt
welds are shown in figure 10-64. The welds have
molten pool, especially near its edges, is important.
good root fusion and are free from weld skips,
The gun angle used for making multipass butt welds
inclusions, and porosity.
in the flat position is the same as that used in
making single-pass butt welds. It is sometimes
Practice the weld joints shown in figure 10-60
necessary to lower the welding current when making
until your workmanship is satisfactory. Take care
later successive passes because of heat buildup.
that you do not melt or fuse the backup when
Clean between passes with a stainless-steel wire
making the root pass of a joint using a steel
brush for improved welding results. Etched cross
orcopper backup. If this does happen, the root pass
sections of two welds, shown in figure 10-61,
illustrate poor root fusion caused by too heavy a
root face and/or inadequate joint spacing. Welding
with too low a welding current or too high a welding
speed may also cause this condition.
Gross porosity in a weld is clearly shown in
figure 10-62. Insufficient shielding gas, improperly
cleaned plate, or dirty filler wire will cause such
porosity.
Voids in multipass butt welds are often caused
by dirty plate, dirty filler wire, or improper welding
technique. (See fig. 10-63.)
Figure 10-64.--Cross section of good multipass GMA welds
Figure 10-62.--Grass porosity in a multipass butt weld.
free from defects.
10-46