
you will be able to recognize the sound of the
gas hose across your shoulder to ensure free
proper length of arc.
movement of the welding gun. Hold the gun close
to, but not touching, the workpiece. Lower your
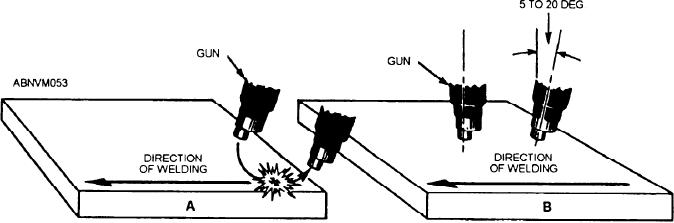
Use the forehand technique for welding. Hold
helmet and squeeze the trigger on the gun.
the gun at an angle of 5 to 20 from the vertical
Squeezing the trigger starts the flow of shielding gas
position, as shown in view B of figure 10-52. A
and energizes the welding circuit. The wire-feed
right-handed person welds from right to left. The
motor is not energized until the wire electrode
forehand technique provides the best coverage of
comes in contact with the workpiece. Move the gun
shielding gas to the weld area, and the operator has
toward the work, touching the wire electrode to the
a better view of the weld joint. A left-handed
work with a sidewise scratching motion as shown in
person holds the gun in the same position relative to
view A of figure 10-52. To prevent sticking, pull the
the surface of the base metal, but welds from left to
gun back quickly, about one-half inch, the instant
right.
contact is made between the wire electrode and the
workpiece. The arc will strike as soon as contact is
You should first learn to strike and establish an
made and the wire-feed motor will feed the wire
arc and to adjust the wire feed and welding current
automatically as long as the trigger is held.
to obtain the proper arc characteristics. Then you
should learn to run a bead. To run a practice bead,
To break the arc, just release the trigger. This
select the proper current setting, gas flow, and
breaks the welding circuit and also de-energizes the
correct size filler wire as recommended in table
wire-feed motor. The wire electrode may stick to
10-9; then, proceed as follows:
the work when you strike the arc, or at any time
during welding. If that happens, release the trigger
1. Hold the gun in the proper position, close to
and clip the wire with a pair of pliers or side cutters.
but not touching the surface of the work, and
squeeze the trigger.
A properly established arc has a soft, sizzling
sound. The arc itself is about one-fourth inch long,
2. Lower your welding helmet and strike the
or about one-half the distance between the gun
arc.
nozzle and the work. If the arc does not sound
right, adjust the wire-feed control dial or the
3. Hold the gun at the starting point until a
welding machine itself. For example, a loud,
puddle forms.
crackling sound indicates that the arc is too short
and that the wire-feed speed is too fast. Correct
4. As soon as you see a puddle, move the gun
t h i s by moving the wire-feed dial slightly
forward steadily at a rate that permits the work and
counterclockwise. This decreases wire-feed speed
the electrode to melt at the same time. Keep the
and increases arc length. A clockwise movement of
arc in the pool of weld metal. Do not direct it into
the dial has the opposite effect. With experience,
Figure 10-52.--GMA welding. (A) Striking the arc. (B) Gun angle.
10-42