
welding gun does not contain the spool of filler
metal. The filler metal is on a 12-inch diameter
spool that is inside the canister. The filler metal is
fed through a lo-foot long plastic guide liner to the
drive rolls in the gun and then to the weld area.
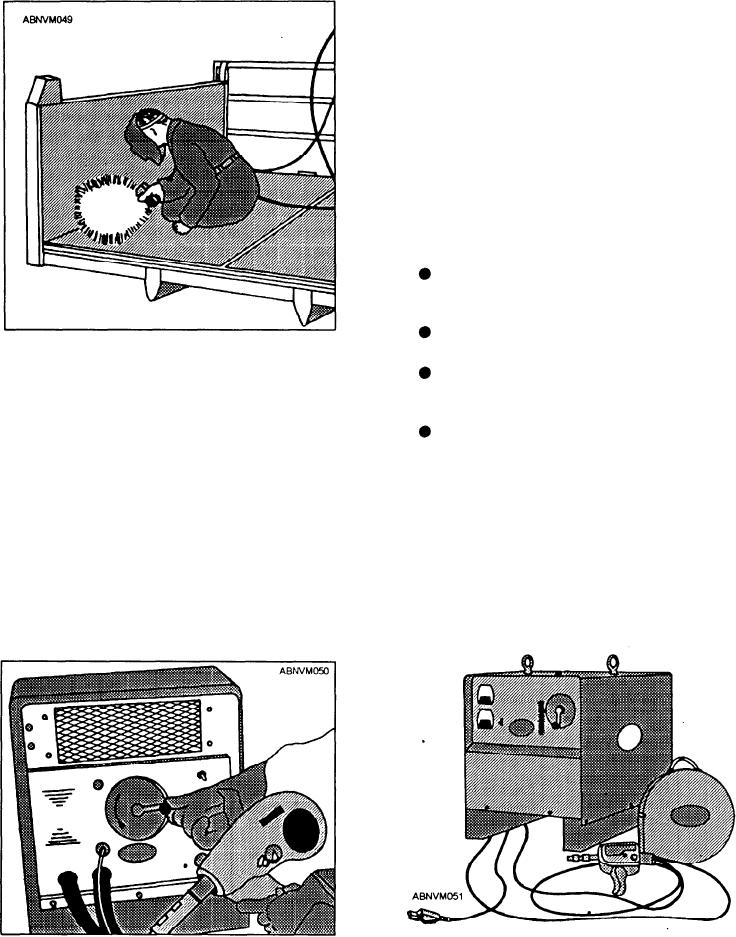
The dc rectifier welders shown in figures 10-49 and
10-50 are connected to a 440-volt ac electrical
supply source. These welders may be used with a
220-volt ac supply source by making the necessary
electrical changes according to the manufacturer's
technical manual.
In addition to the equipment already mentioned,
the following supplies and equipment are needed for
the GMA welding of aluminum:
Gas supply, regulator-flowmeter valve, hose,
and fittings
Filler wire
Figure 10-48.--CMA welding aluminum truck bed.
Helmet or eye shield, and protective
clothing
metal. The welding gun is connected directly to the
dc rectifier welder. This eliminates the need for a
Stainless-steel wire brush
separate control unit and wire drive assembly. Wire
filler metal in sizes 0.030, 3/64, and l/16 inches may
DCRP is most often used for GMA welding of
be used with this gun. The weight of the gun,
aluminum. In DCRP welding, the electrons flow
including a l-pound spool of wire, is about 3
from the plate to the filler wire. This provides the
pounds.
heating effect necessary on the end of the filler wire
electrode to form molten aluminum droplets. These
Another GMA welding unit is shown in figure
droplets, in turn, are transferred into the weld pool.
10-50. It consists of a 250-amp dc rectifier welder,
The GMA process deposits filler metal at higher
the welding gun, and a canister. This equipment
rates than the GTA process, making faster, more
differs from that shown in figure 10-49 in that the
Figure 10-50.--Heavy-duty GMA welding equipment (AIRCO
Figure 10-49.--GMA welding equipment (AIRCO products).
products).
10-39