
in the welding area. This last factor can affect gas
Table 10-11.--Recommended Welding Current Ranges for
Various Diameters of GMA Filler Wire
usage and weld quality considerably, so it is
recommended that the welding area be essentially
draft-free. When welding in the field, suitable
Welding Current
Filler Wire Diameter
shielding with curtains or other type of windbreak
Inches
Amperes
should be provided to prevent natural air currents
0.030
75-150
from interfering with the gas flow. Recommended
3/64
120-210
gas flows for GMA welding are shown in table 10-9.
165-300
l/16
240-450
3132
Filler Metal
(2)
400 and up
l/8 (l)
Filler wire of EC, 1100, 4043, 5154, 5183, and
(1) Normally used for automatic welding.
5356 and others are available in 0.030-, 3/64-, l/16-,
and 3/32-inch diameters. It is necessary that the
(2) Maximum welding current dependent on the
correct alloys be used for the specific welding job.
power source.
The recommended alloy of filler wire for the various
alloys is shown in table 10-10. The recommended
stored in a hot locker or in a warm dry area and
filler wire diameters for welding various metal
should be kept covered. If welding is stopped for
thicknesses and in different current ranges are listed
any length of time, remove the wire and place it
in table 10-11.
i n the original carton to prevent possible
The wire that you use must be clean. Unsound
welds result from wire that has been contaminated
PRACTICE EXERCISES FOR
by oil, grease, dust, or shop fumes. Your best
GMA WELDING
welding results are obtained by using wire that has
just been taken out of its carton. Wire should be
Before welding with GMA equipment, be sure
t h a t all controls are properly adjusted, all
Table 10-10.--Recommended Filler Materials for GMA
connections are correctly made, and all safety
Welding of Various Aluminum Alloys
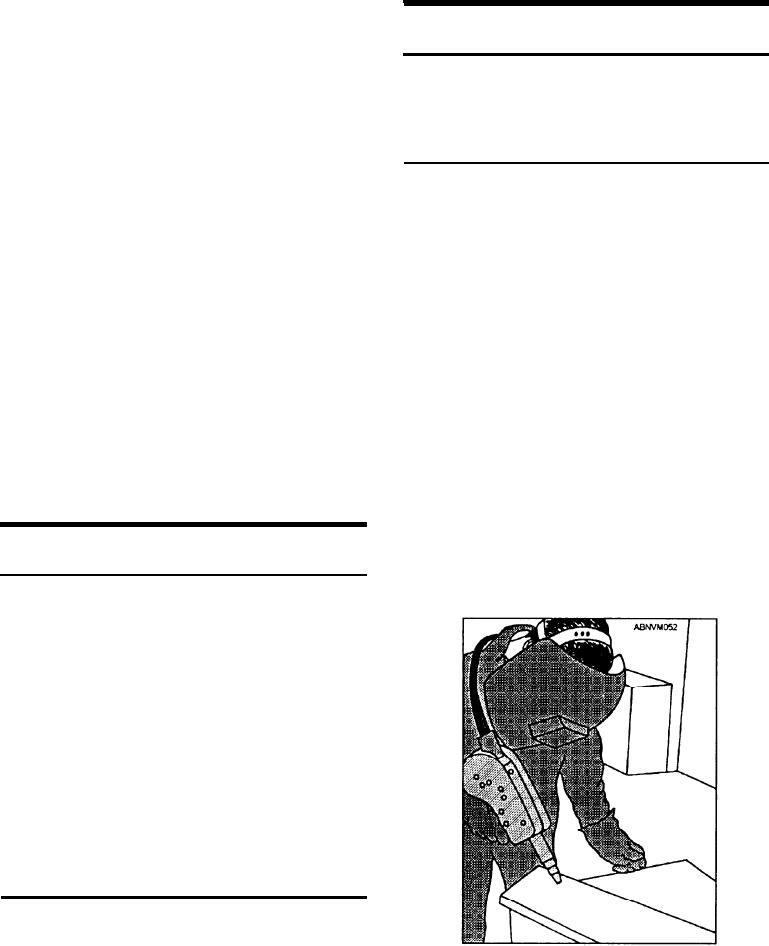
precautions are being observed. Wear protective
clothing, including a helmet with a suitable filter
Parent Metal Sheet,
lens. Hold the welding gun as shown in figure
Filler Alloy
Plate or Tube
10-51. Support the weight of the welding cable and
EC
EC/1100
1100
1100/4043
2219
2319
3003
1100/4043
3004
5356/4043
5005
5356/4043
5050
5356/4043
5052
5138/5356
5154
5138/5356
5083
5138/5356
5086
5356/5138
(l)
5454
5554/5356
5456
5556/5138
6061
5356/4043
6063
5356/4043
7039
X5039/5183
(1) For high temperature applications, first
choice for filler metal is alloy 5554 otherwise,
u s e 5356 or 5183 for higher strength
Figure 10-51.--Positioning the GMA gun prior to welding.
weldments.
10-41