
the base metal. A thin, irregular bead will result if
Inadequate shielding gas flow resulting from
you move forward too rapidly. Undercutting may
a low cylinder pressure, from restrictions in
result if you move the gun forward too slowly. A
the gas passages of the equipment, or from
good bead is uniform in width and height. The
improper adjustment of the flowmeter
ripple is uniform, and there is no overlap or
undercut at the edges.
Excessive weaving or whipping of the
welding gun
Some of you may want to move the gun along
the line of weld with a steady forward motion.
Poor fit-up of parts
Others prefer to run a bead with a reciprocating
technique like that shown in figure 10-53. When
Improperly cleaned base metal, or dirty
you use this technique, strike the arc and then
welding wire
slowly move the gun forward along the line of weld
about one-half inch and then back about one-fourth
Nonuniform wire-feed speed
inch. Continue this one-half inch forward and
one-fourth inch backward motion along the line of
Welder fatigue is often the cause of poor weld
weld. If you want a wide bead, use a side weave.
quality and low output. You will learn that the
Here, the gun is moved uniformly back and forth
quality and quantity of your work improves as you
across the line of weld while steadily moving along
learn to weld comfortably. Out-of-position welding
the line of weld. The width of the bead determines
is usually more awkward than flat position;
the amount of sidewise movement.
therefore, arrange the work for flat position welding
whenever possible for economy and quality.
Although GMA welding does not require the
use of a flux, it does require that the base metal be
Satisfactory weld results also depend on good
clean. Aluminum and aluminum alloys should be
maintenance of the GMA equipment. Maintenance
cleaned with an approved compound, or with a
procedures are outlined in the manufacturer's
stainless-steel wire brush. Any grease should be
technical manual furnished with the equipment.
removed with a solvent before cleaning with a
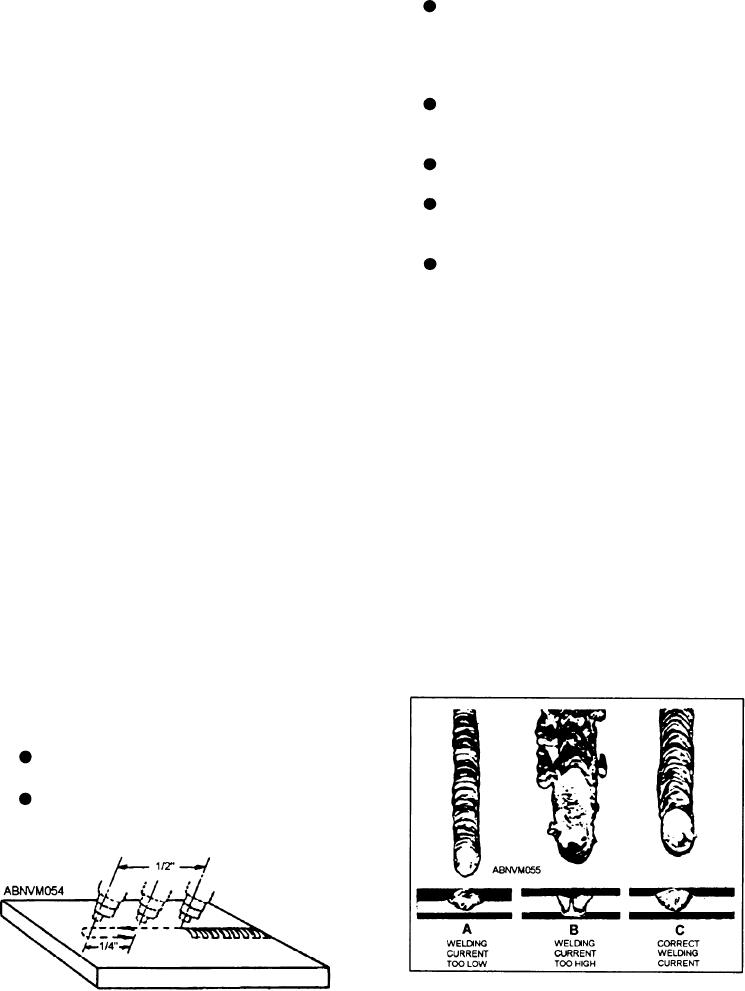
Weld beads made with too low, too high, and the
compound. Stainless-steel wire brushes that have
correct current are shown in figure 10-54.
picked up grease should be cleaned with a solvent
before they are used to clean aluminum for welding.
Notice the lack of penetration and "ropy"
appearance of the weld bead made with insufficient
Once you get the feel of welding with GMA
welding current. Also, note the deep penetration
equipment, you will probably find that the
techniques are less difficult to master than many of
the other welding procedures. However, there are
some pitfalls. Porous welds may result from the
following causes:
Low arc voltage (less than 26 volts)
Low welding current
Figure 10-54.--Weld bead characteristics determined by
Figure 10-53.--Reciprocating technique for GMA welding.
welding current.
10-43