
Regulate the gas flow at 50 cubic feet per hour, and
may become contaminated with steel or copper and
use a welding current of 210 to 250 amperes.
will be less ductile.
Follow the pass sequence as indicated in figure
In addition, complete an extra weldment without
10-39. Make certain that sections are properly fitted
backup. If there is a lack of penetration, make a
and jigged.
seal or finishing bead along the root of the weld.
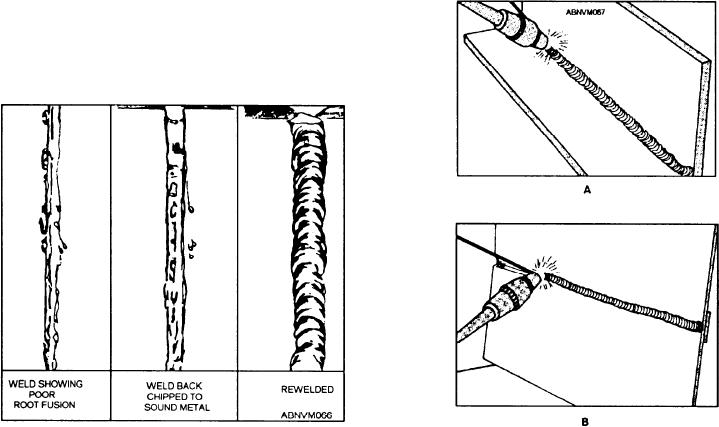
When high-quality welds are required, the fused
All rules for quality welding in the flat position
back side of the joint may be chipped or burred out
must be followed for out-of-position GMA welding.
to sound metal, making a groove suitable for
Cleanliness, good joint fit-up, sufficient shielding
welding. This is shown in figure 10-65.
gas, correct welding current, and so on, are
important. You should not use a high welding
Horizontal-Position Multipass
current or deposit too large a weld bead. Welding
Fillet and Butt Welds
wire one-sixteenth inch in diameter is recommended
when butt welding one-half inch thick plate in the
This exercise will help you learn
horizontal position. This compares to 3/32-inch
horizontal-position GMA welding. You will need
1/2" by 6" by 12" EC aluminum plate and l/16-inch
diameter welding wire for the same thickness of
plate in the flat position.
diameter 1100 alloy filler wire, or any other
r e c o m m e n d e d parent plate-filler wire alloy
Take special care to direct the arc so that you
combination. You will also need a cleaning solvent
do not overheat any one area. This may cause
or solution.
sagging or undercutting. The welding speed, bead
size, and bead sequence have to be such that there
The equipment will be the dc rectifier, GMA
welding gun, filler wire, gas, and necessary
is no lack of fusion between passes. The welding of
accessories. You will also need a jig to hold the
a fillet and a butt joint in the horizontal position is
plates in position.
shown in figure 10-66. Practice welding these two
joints until your workmanship is satisfactory.
Prepare the abutting edges of the plate by
machining or grinding to the proper angles, shown
in figure 10-39. Clean and dry the weld areas.
Brush with a stainless-steel wire brush before the
initial weld pass is made, and also after each
successive pass if contamination is apparent.
Figure 10-65.--Chipping out the fused back side of a joint to
Figure 10-66.--Welding a fillet and butt joint in the
make a high-quality weld.
horizontal position.
10-47