
and flat appearance of the bead made with excessive
welding current.
Weld beads made with sufficient and insufficient
shielding gas are shown in figure 10-55. Inadequate
shielding gas gives an unsound weld bead having a
dirty appearance. Using too much shielding gas is
wasteful and may cause weld turbulence and
porosity. Note the appearance and penetration of
the bead made with the proper current and gas flow.
Recommended flows of shielding gas for various
thicknesses of plate are shown in table 10-9.
If the sample weld shows evidence of poor or
careless workmanship, having spatter and cracks, or
has bead appearance as indicated in views A and B
of figure 10-54 or view B of figure 10-55, it is
unsatisfactory. Continue to practice until you can
make a weld that will pass visual inspection.
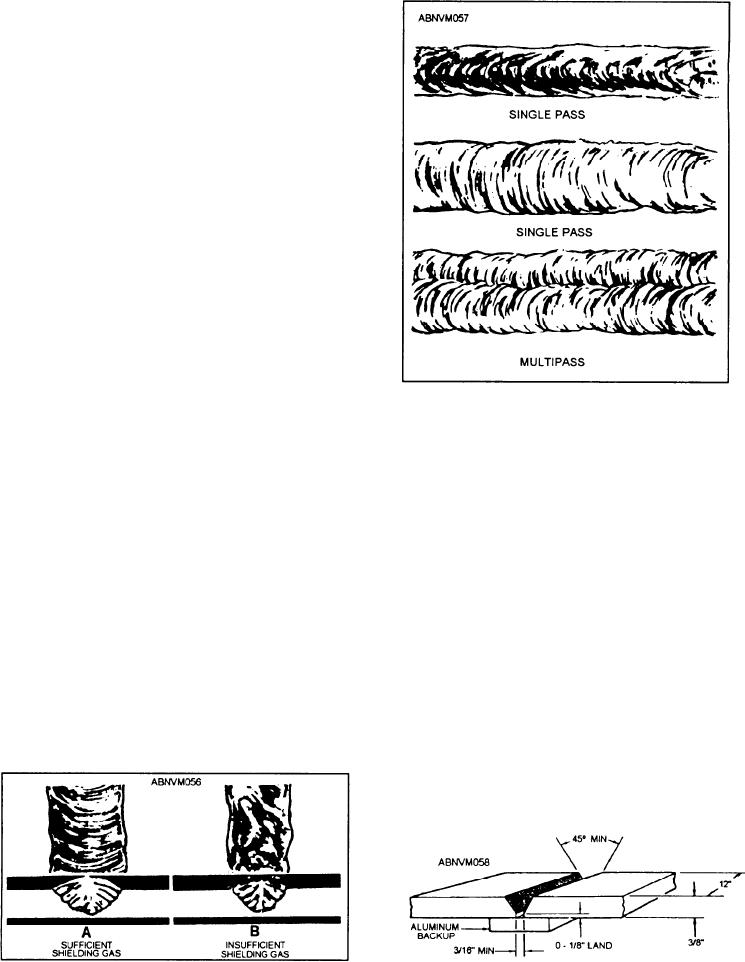
Practice making weld beads on flat plate until
satisfactory workmanship results. Practice is
necessary to develop a "steady" hand. If the
appearance of your weld beads is equivalent to the
Figure 10-56.--Acceptable single-pass and multipass GMA
o n e s shown in figure 10-56, the sample is
welds.
satisfactory to visual examination.
To be proficient as a welder, you must be able
parent plate-filler wire alloy combination. You will
to make all the various types of welds in the flat,
also need a backing strap 1/4" by 1 1/2" by 12", cut
from the parent plate or thinner aluminum alloy
vertical, horizontal, and overhead positions. The
section compatible with the workpiece. In addition,
following exercises will aid you in learning the
you will need a suitable solvent or cleaner for
techniques employed in making different types of
removing dust or grease.
Use the standard
welds in all positions.
equipment and necessary accessories. Saw or
machine bevel the abutting plate surfaces, allowing
Flat-Position Single-Pass Butt Welds
for land. Thoroughly clean the weld surface areas,
including the backing strap. Regulate the gas flow
This exercise will help you make a single-pass
at 50 cubic feet per hour, and select a welding
butt weld in aluminum plate. You will need 3/8" by
current of 230 to 300 amperes.
6" by 12" EC aluminum plate and l/16-inch diameter
1100 alloy filler wire, or any other recommended
Aluminum plates should be prepared and placed
as shown in figure 10-57. When so placed, there
should be a slight gap between the two aluminum
Figure 10-55.--Weld bead characteristics determined by
Figure 10-57.--Joint design flat-position, single-pass butt
shielding gas.
welds in aluminum plate.
10-44