
materials, gas flow, and equipment needed for this
exercise are the same as those described for
vertical-position multipass fillet and butt welds.
Bevel the edges of abutting plates as shown in
figure 10-44. Tack weld the backing strap. Clean
and dry all joint surfaces with cleaner. Wire brush
to remove joint area oxides, and also any apparent
weld contamination after each pass.
Tack weld the parts in the most convenient
position. Position the sections as shown in figure
10-44 with all units supported. Use holding jigs, if
necessary. Follow the weld pass sequence as
numbered.
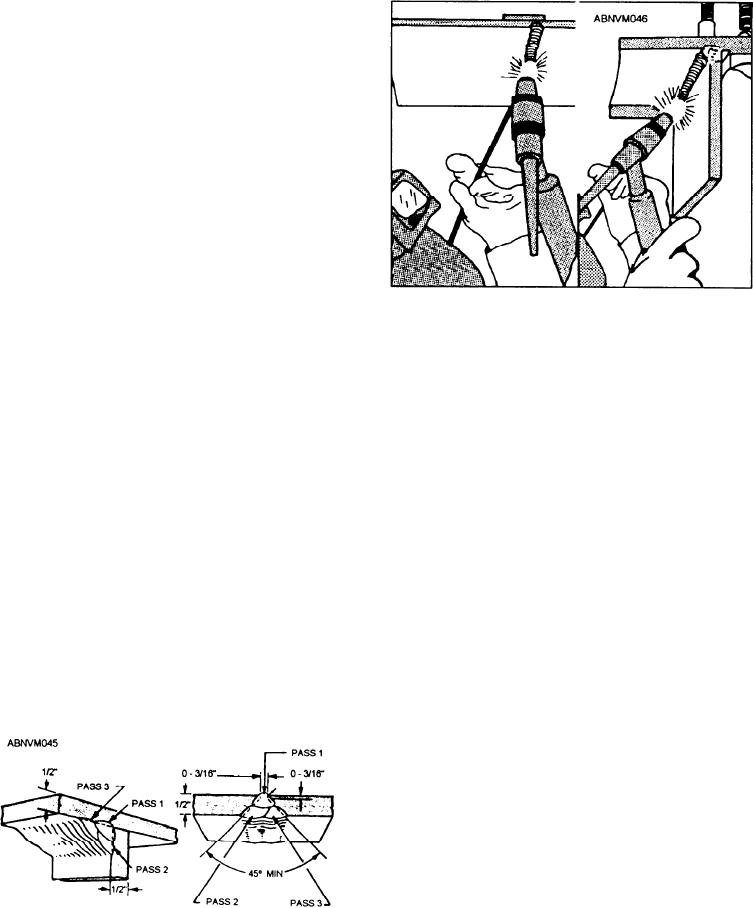
Overhead multipass butt and fillet welds are
shown in figure 10-45. Here, as in vertical welding,
Figure 10-45.--Making overhead multipass groove and fillet
a slight weave may or may not be used. A lower
welds.
welding current and travel speed are used as
compared to flat-position welding. Conversely, a
higher flow of shielding gas is used. Take care to
Horizontal Fixed-Position
avoid sagging and poor penetration by adding too
Multipass Welding
much filler and carrying too large a pool. Let the
established pool wet out enough before adding more
This exercise will help you acquire the technique
filler. Most inexperienced welders find overhead
of welding aluminum pipe in the horizontal fixed
welding awkward. Therefore, try to get in as
position, with or without backup. Use 2 1/2-inch
comfortable and relaxed a position as possible when
diameter, schedule 80 aluminum pipe; l/8-inch
welding. This will help with steady, even torch and
diameter, 4043 alloy filler rod, or any other
filler rod manipulation.
recommended p a r e n t pipe alloy-filler rod
combination; a backing ring for backup; and
The new operator should practice both fillet and
cleaning solution or solvent.
butt welding in the overhead position until satisfied
with the work. If the weld passes visual inspection,
With the ac transformer, you will need a GTA
continue on to the next exercise.
welding torch equipped with l/8-inch diameter
tungsten electrode, argon gas, and necessary
accessories. You also will need a jig for holding
pipe in position and a pipe and backing ring.
The procedure involves beveling pipe edges as
indicated in joint design and weld pass sequence
shown in figure 10-46. Clean, dry, and brush the
weld areas and backup ring. Insert the ring in the
proper position after the pipe sections are clamped
on the jig. Clean the filler rod, if required.
Regulate the argon gas flow at 30 cubic feet per
hour, and select a welding current of 160 amperes.
Position sections as shown in figure 10-46, with
all units supported. Tack weld in the most
convenient position. Follow the weld pass sequence
Figure 10-44.--Joint design and weld pass sequence
as shown.
overhead-position multipass fillet and butt welds.
10-37