
indicate to only one five-thousandth (0.005) of an
Dial Indicator
inch. Dial indicators also differ in the total range or
amount they will indicate. If a dial indicator has a
MRs use dial indicators to set up work in
total of one hundred-thousandth (0.100) of an inch in
machines and to check the alignment of machinery.
graduations on its face and has a total range of two
You'll need a lot of practice to become proficient in
hundred-thousandths (0.200) of an inch, the needle
the use of this instrument. You should use it as often
will only make two revolutions before it begins to
as possible to help you do more accurate work.
exceed its limit and jams up. The degree of accuracy
Dial indicator sets (fig. 1-6) usually have several
and range of a dial indicator is usually shown on its
components that permit a wide variation of uses. For
face. Before you use a dial indicator, carefully
example, the contact points allow use on different
depress the contact point and release it slowly; rotate
types of surfaces, the universal sleeve permits
the movable dial face so the dial needle is on zero.
flexibility of setup, the clamp and holding rods permit
Depress and release the contact point again and check
setting the indicator to the work, the hole attachment
to make sure the dial pointer returns to zero; if it does
indicates variation or run out of inside surfaces of
not, have the dial indicator checked for accuracy.
holes, and the tool post holder can be used in lathe
setups. Figure 1-7 shows some practical applications
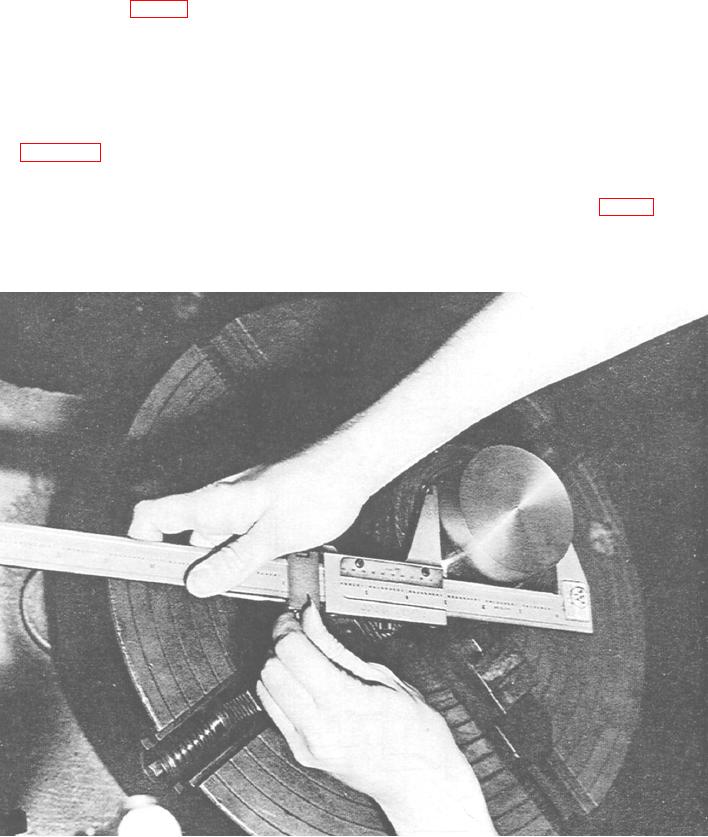
Vernier Caliper
of dial indicators.
Dial indicators come in different degrees of
You can use a vernier caliper (fig. 1-8) to measure
a c c u r a c y . Some will give readings to one
ten-thousandth (0.0001) of an inch, while others will
both inside and outside dimensions. Position the
28.314
Figure 1-8.--Vernier caliper.
1-9