
HEAT CLEANING.--Use a solvent to clean
porous materials that have been contaminated with
grease or oil. Then, heat them for 4 hours to char and
drive out foreign materials from the pores. Heat steel
alloys at 650F maximum; heat aluminum alloys at
300F maximum. Do not heat age-hardening alloys. In
thin sections, use lower temperatures to minimize
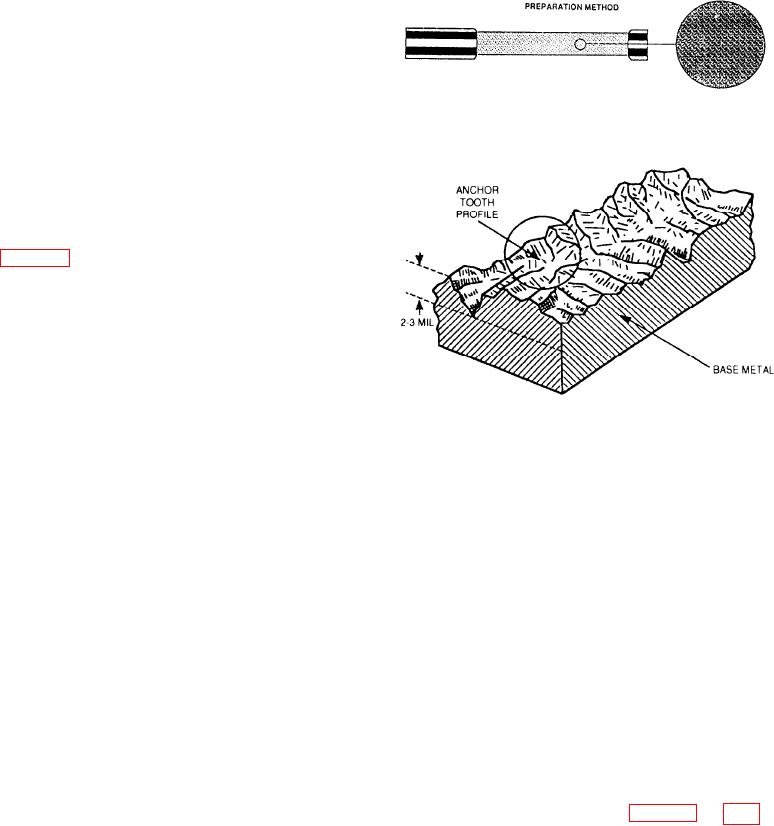
Figure 12-7.--A 2- to 3-mil anchor-tooth profile.
warpage.
Undercutting
In undercutting, you remove enough of the surface
of the metal to be built up to ensure a satisfactory
thickness of metalized deposit on the finished job. (See
fig. 12-6.) Undercutting must be a dry machining
operation; any cutting lubricants or coolants used will
contaminate the surface of the workpiece. When you
build up shafts, be sure the undercut section is con-
centric to the original axis of the shaft. The length of the
undercut should extend beyond both ends of the sleeve
or bearing, the limits of the carbon or labyrinth ring, or
the packing gland in which the shaft will operate.
However, you must be careful not to remove any fillets
Figure 12-8.--Profile of an anchor-tooth pattern.
at points where the shaft section diameter changes. The
ends of the undercut should be at 15 to 45 degrees to the
base metal.
Do NOT use a lubricant or coolant during the under-
cutting and roughening process. Keep the surface clean
Several factors determine the depth to which you
and dry; you can contaminate it if you touch it with your
should undercut a shaft. Some of them are severity of
hands. If the surface becomes contaminated, you must
service, the amount of wear expected in service, the
thoroughly clean and degrease it. The cleanliness and
depth of metal loss, the remaining thickness of the load-
roughness greatly affect the strength of the bond
carrying member, and the limits of the coating you will
between the base metal and the sprayed coating. Two
use. In general, the minimum specified depth of the
methods of surface roughening are (1) abrasive blasting
undercut should be at least equal to the recommended
and (2) macroroughening. Use the latter method to
minimum thickness of the coating, plus the wear or
restore dimensions greater than 1/2 inch where you
corrosion tolerance for the application.
cannot use exothermic materials.
Undercutting reduces the effective structural cross
ABRASIVE BLASTING.--Before thermal
section of the part to be metalized. Also, sharp grooves
spraying, use abrasive blasting to condition the surfaces
and shoulders without a fillet or radius may produce
to be coated. Blasting must not be so severe as to distort
stress risers. A stress riser is a spot on a part where
the part. The required depth of surface roughness is
stresses have been set up that may cause the part to fail.
related to the configuration (size and shape) of the part.
When you prepare for thermal spraying, carefully
Where part configuration permits, use a roughness
examine the workpiece from a design standpoint.
profile of 2 to 3 mils (as shown in figs. 12-7 and 12-8).
Consider all parts that will be subjected to high stresses,
When this depth may cause distortion because of the
shock loads, or critical applications to be sure the
part configuration, you can reduce the anchor-tooth
structure maintains adequate strength. You cannot
pattern to a 1-mil profile.
depend upon metal spray deposits to restore qualities
The blasting particles recommended for surface
such as tensile strength or resistance to fatigue stress.
preparation are angular nonmetallic grit (for example,
aluminum oxide) and the recommended mesh size is 16.
Surface Roughening
When a grit is designated for surface preparation, it
After undercutting the shaft, you must roughen the
must remain clean, so do not use it for any other
undercut section to provide a bond for the metal spray.
purpose.
12-5