
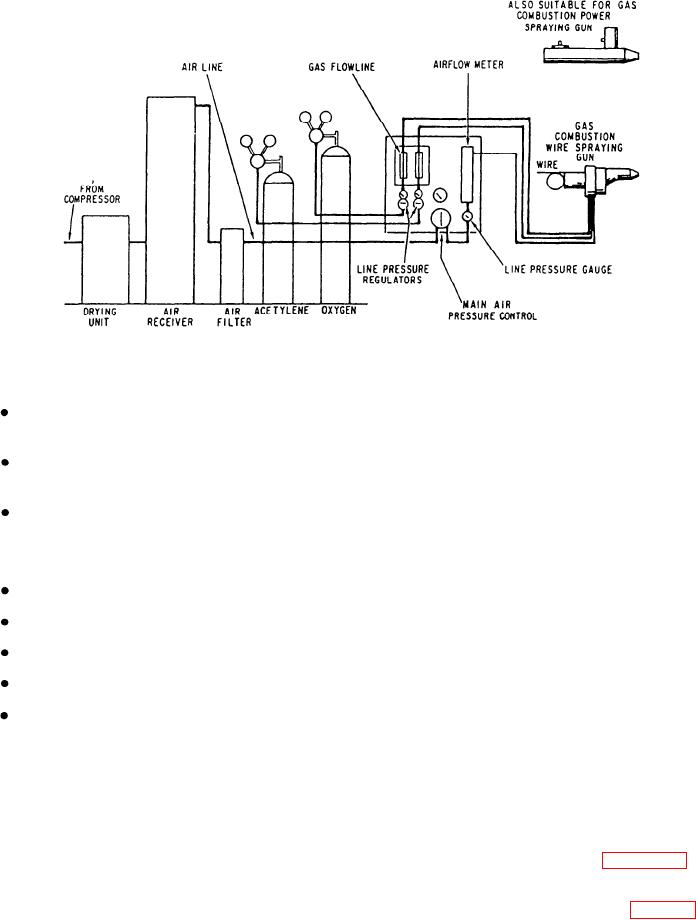
Figure 12-1.--Typical installation for combustion gas spraying.
responsible for setting up the spraying equipment
Buildup of pump shaft sleeves and wear rings to
(gun-to-work distance, air, fuel gas, and so on) as
restore original dimensions
required by the spraying procedure.
Repair of bearing shaft journals to restore
Certified operators retain their certification as long
original dimensions
as they do not let 6 months or more time pass between
Babbitt bearings for auxiliary equipment
their uses of the thermal spray process. Operators who
let their certification lapse may requalify by
Thermal spray is NOT approved for the following
satisfactorily completing the qualification tests.
machinery applications on surface ships:
Complete information about certification is contained
Primary and secondary nuclear systems
in MIL-STD-1687A(SH).
Main propulsion turbines
TYPES OF THERMAL SPRAY
Ships's service turbine generators
The two types of thermal spray discussed in this
Reduction gears
chapter are wire-oxygen-fuel spray and powder-
oxygen-fuel spray.
Lineshafts and lineshaft bearings
NOTE: The thermal spray process is NOT
Wire-Oxygen-Fuel Spray
authorized in the repair of submarine components
(MIL-STD-1687A(SH)).
The wire-oxygen-fuel spray process is suitable for
all-purpose use. It offers variable, controlled wire feed
rate within the ranges required for all commonly used
QUALIFICATION OF PERSONNEL
metalizing wires, and it can be used in both hand-held
and machine-mounted applications. Figure 12-1 shows
Thermal spray operations are performed only by
a typical installation.
qualified personnel. Potential operators who pass the
The type 12E thermal spray gun (fig. 12-2) can
performance tests are certified to perform manual
spray metalizing wires such as aluminum, zinc, copper,
spraying, with the coating system and spray process used
Monel, nickel, and so forth. It can hold wire sizes
in the qualification testing. For each process, the
ranging from 3/16 inch down to 20 gauge, and it can use
operator must prepare test specimens for visual,
microscopic, bend, and bond tests using qualified
acetylene, propane, natural gas, manufactured gas, or
procedures developed for that particular coating and
MPS as fuel. The wire is drawn through the gun and the
thermal spray process. In addition, the operator is
nozzle by a pair of wire feed drive rollers, powered by
12-2