
Figure 13-16.--Removing a broken stud with locking pliers.
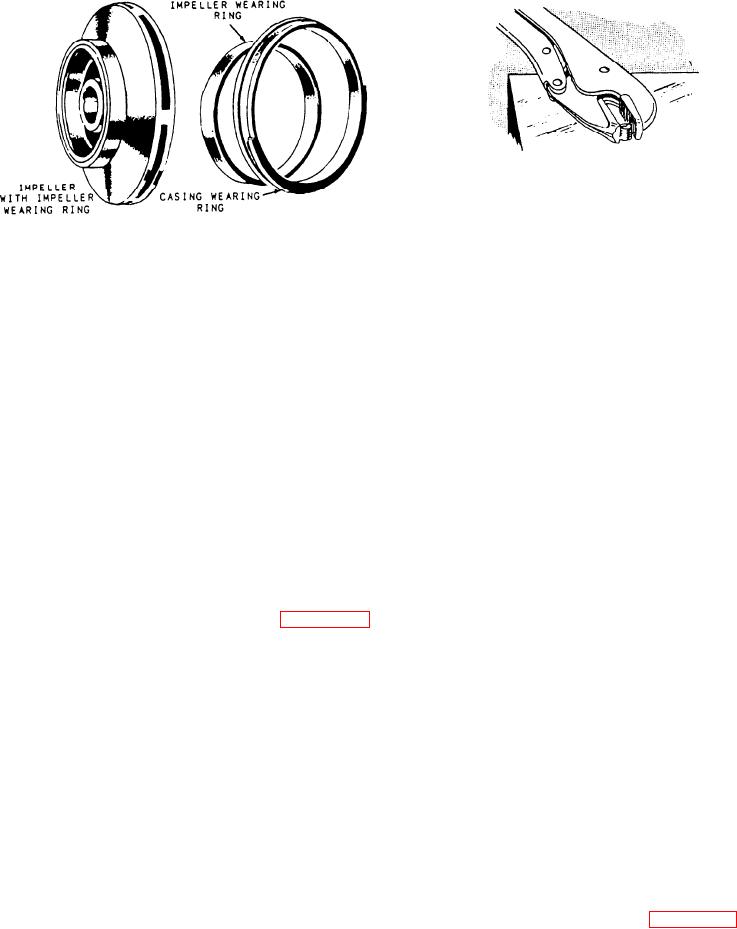
Figure 13-15.--Impeller, impeller wearing ring, and casing
5. Remove the shaft assembly from the lathe.
wearing ring for a centrifugal pump.
6. Make the impeller rings. The size of the inside
diameter of the impeller rings should provide a
press fit on the impeller. The outside diameter
leading petty officer for instructions before you go any
should be slightly larger than the inside diameter
further. Sometimes it is necessary to take a light cut on
of the casing rings.
the inside diameter of the impeller ring to get its correct
press fit on the impeller hub. The difference between
7. Press the impeller rings on the impeller and lock
the outside diameter of the impeller wearing ring and
them in place with headless screws, if the
the inside diameter of the casing wearing ring is the
blueprint specifies it.
diametrical running clearance between the rings. If
this clearance is too small, correct it by taking a cut
8. Mount the shaft assembly back in the lathe and
on either the outside diameter of the impeller ring or
machine the diameter of the impeller rings to
the inside diameter of the casing ring. You also need
provide the proper clearance between impeller
to check the concentricity of the two rings. If they do
rings and casing rings. Blueprints and technical
not run true, machine their mating surfaces so they do
manuals list the clearance as either diametrical
run true. Be sure you keep the specified diametrical
or radial clearance. Diametrical clearance is the
clearance.
total amount of clearance required. Radial
clearance is one-half of the clearance required
When a pump like the one shown in figure 13-13
and must be doubled to get diametrical
needs repairs, usually only the shaft assembly and
clearance.
casing wearing rings are brought to the shop. To renew
the wearing rings and resurface the packing sleeves on
this type of pump, take the following steps:
REMOVING BROKEN BOLTS
AND STUDS
1. Clamp the casing wearing ring on a faceplate
and align the circumference of the ring
concentrically with the axis of the lathe spindle.
When you must remove a broken bolt or stud, flood
(You can hold the casing rings in a 4-jaw chuck,
the part being worked on with penetrating oil or oil of
but it may distort the ring.)
wintergreen. Soak the area for several hours or
overnight if you have time. A good soaking may loosen
2. Take a light cut on the inside diameter of the
a bolt that will otherwise have to be drilled out.
casing ring to clean up the surface. Do this to all
casing rings.
If enough of the broken piece protrudes, take hold
of it with locking pliers, as shown in figure 13-16, and
3. Mount the shaft assembly between centers or in
carefully try to ease it out. If you cannot turn the bolt,
a chuck and align its axis with the lathe axis.
soak it further with penetrating oil. If the oil doesn't
loosen the bolt, jar it with light hammer blows on the
4. Machine away the impeller wearing rings. Be
top and around the sides. This may loosen the threads
careful not to cut into the impeller.
so that you can remove the bolt with the pliers.
13-15