
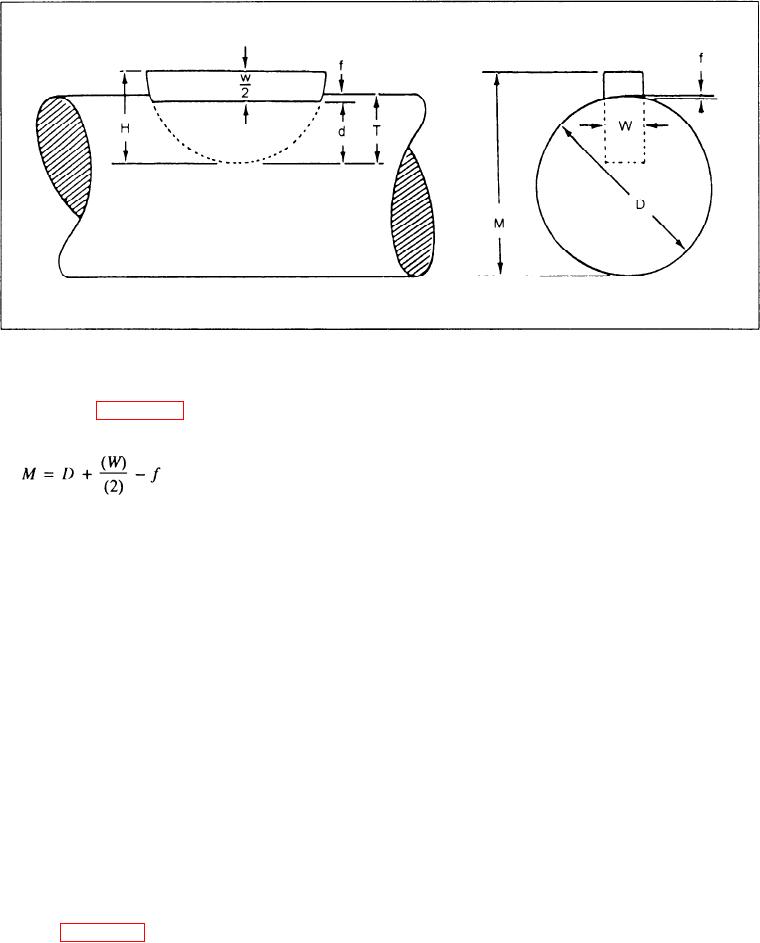
Figure 7-75--Dimensions for a Woodruff keyseat.
distance, M in figure 7-75. You can also determine
distance M by using the formula:
you can do very efficiently on a milling machine. The
graduated feed screws make it possible to accurately
locate the work in relation to the cutting tool. In each
where
operation the cutting tool is held and rotated by the
spindle, and the work is fed into the cutting tool.
M = micrometer reading
Drilling and Reaming
D = diameter of the shaft
height of the arc between the top of the
Use the same drills and reamers that you use to
f = slot and the top of the shaft
drill and ream in the lathe and the drill press. Hold
drills and reamers in the spindle by the same methods
NOTE: Tables in some references may differ
that you use to hold straight and taper-shanked end
slightly from the above calculation for the value M,
mills. You can hold the work in a vise, clamped to the
due to greater allowance for clearance at the top of the
table, held in fixtures or between centers, and in index
key.
head chucks, as you do in milling. Determine the
speeds used to drill and ream in the same manner as
FLY CUTTING
you did those used to drill and ream in the lathe or the
drill press. Feed the work into the drill or reamer by
You will use a fly cutter when a formed cutter is
either hand or power feed. If you mount the cutting
required but not available. Fly cutters are high-speed
tool in a horizontal position, use the transverse or
steel tool blanks that have been ground to the required
saddle feed. If you mount a drill or reamer in a
shape. Any shape can be ground on the tool if the
vertical position, as in a vertical-type machine, use the
cutting edges arc given enough clearance. Fly cutters
vertical feed.
are mounted in fly cutter arbors, such as the one
shown in figure 7-45. Use a slow feed and a shallow
Boring
depth of cut to prevent breaking the tool. It is a good
idea to rough out as much excess material as possible
Of the three operations, boring is the only one that
with ordinary cutters and to use the fly cutter to finish
warrants special treatment. On a milling machine you
shaping the surface.
7-45