
The amount of material that you must remove to
machine each side of the square is equal to one-half
the difference between the diameter of the stock and
the distance across the flats.
You use the same formula
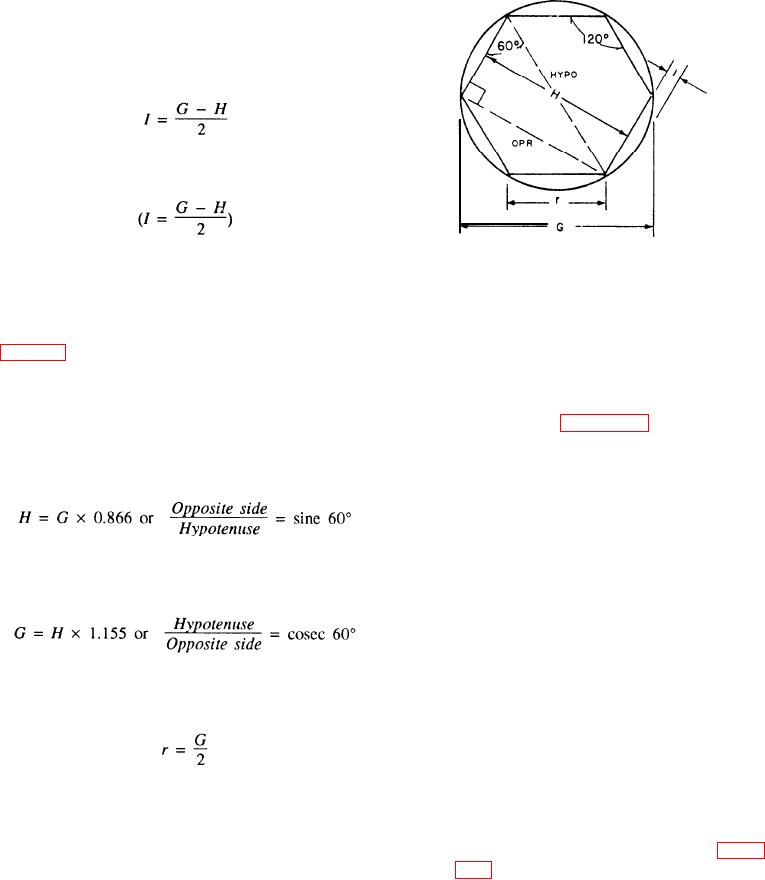
Figure 7-65.--Diagram of a hexagon.
to determine the amount of material to remove when
you machine a hexagon.
The size of the largest hexagon that you can
NOTE: Because most index heads are quite
machine from a given size of round stock (H in
heavy and awkward, you should get someone to help
fig. 7-65) is equal to the diagonal (the diameter of the
you place the head on the milling machine table.
stock) of the hexagon times 0.866 or
After you have mounted the index head on the
Opposite side = Largest hexagon that can be
table, position the head spindle in the vertical
machined
position, as shown in figure 7-61. Use the degree
graduations on the swivel block. This is accurate
Hypotenuse = Diagonal or diameter of round
enough for most work requiring the use of the index
stock
head. The vertical position will allow you to feed the
work horizontally.
Then, tighten the work in the chuck to keep it
from turning due to the cutter's thrust. Install the
The diagonal of a hexagon equals the distance across
arbor, cutter, and arbor support. The cutter should be
the flats times 1.155, or
as close as practical to the column. Remember, this is
done so the setup will be more rigid. Set the machine
for the correct roughing speed and feed.
1. With the cutter turning, pick up the cut on the
end of the work.
The length of a flat is equal to one-half the length
of the diagonal,
2. Move the work sideways to clear the cutter.
3. Raise the knee a distance equal to the length
of the flat surfaces to be cut.
4. Move the table toward the revolving cutter
We will explain two methods used to machine a
and pick up the side of the work. Use a piece
square or hexagon: work mounted in a chuck and
of paper in the same manner as discussed
work mounted between centers.
earlier in this chapter and shown in figure
You can machine a square or hexagon on work
mounted in a chuck by using either a side milling
5. Set the cross-feed graduated dial at ZERO.
cutter or an end mill. We will discuss the side milling
cutter first. Before placing the index head on the
6 . Move the work clear of the cutter.
milling machine table, be sure the table and the
Remember, the cutter should rotate so the
bottom of the index head have been cleaned of all
cutting action takes place as in "up milling."
chips and other foreign matter. Spread a thin film of
clean machine oil over the area of the table to which
7. Feed the table in the required amount for a
the index head will be attached to prevent corrosion.
roughing cut.
7-37