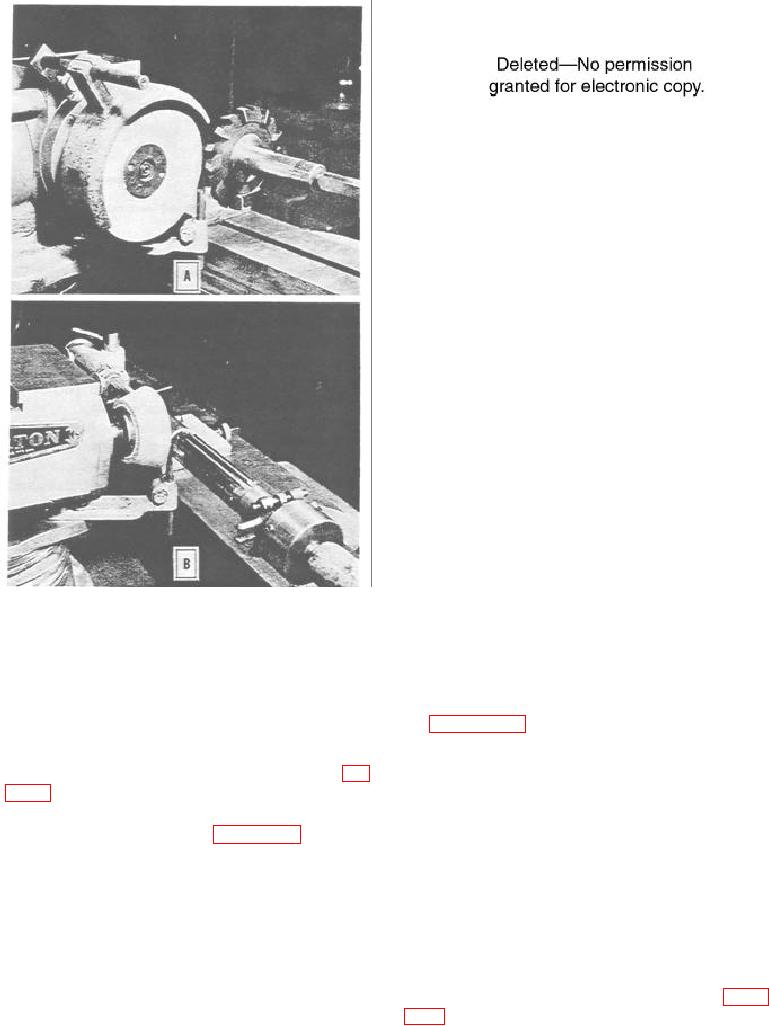
Figure 10-14.--Direction of wheel rotation. A. Toward the cutting
edge. B. Away from the cutting edge.
quick visible guide to show you the amount of
movement of the various feed components.
CUTTER SHARPENING
The working efficiency of a cutter is largely deter-
mined by the keenness of its cutting edge. Therefore,
you should sharpen a cutter at the first sign of dullness;
this practice is both economical and a sign of good
workmanship. A dull cutter not only leaves a poorly
finished surface, but also may be damaged beyond
repair if you continue to use it in that condition. Here is
a good rule to help you decide when to sharpen a cutter;
sharpen it when the wear land on the cutting edge is
between 0.010 and 0.035 inch.
Cutters to be sharpened may be divided into two
groups: (1) those that are sharpened on the relief and
(2) those that are sharpened on the face. The first group
includes cutters such as plain milling, side milling,
28.253A
stagger tooth, angle, and end nulls. The second group
Figure 10-13.--Tool grinding setups on a tool and cutter grinder.
A. Straight wheel grinding a milling cutter. B. Cup wheel
includes the various form cutters such as involute gear
grinding a reamer.
cutters and taps. The manufacturer provides the relief
on the second type of cutter by grinding the faces of the
teeth to sharpen them.
Also, the spindle is double ended, allowing you to
mount two wheels on the wheelhead.
cylindrical cutting tools on a tool and cutter grinder.
The basic workholding devices used on the tool and
View A shows a setup to grind a staggered tooth cutter
cutter grinder are the workhead and the footstock (fig.
using a straight wheel. View B shows a setup to grind a
10-12). When there is no workhead, you can use a
reamer using a cup type wheel. You can use either type
left-hand footstock similar to the right-hand footstock
of wheel; the cup-type produces a straight clearance
angle; the straight wheel produces a hollow ground
will have a variety of tooth rests to support and guide
clearance angle.
the teeth of a cutter being sharpened.
When you use the straight wheel, set the spindle
Most tool and cutter grinders have control
parallel to the table. When you use a flaring cup wheel,
handwheels at both the back and the front of the
turn the spindle at an angle of 89 to the table. This
machine. These dual controls permit you to stand in the
provides the necessary clearance for the trailing edge of
most convenient position to view the work while you
the grinding wheel as it is traversed along the cutter.
operate the machine. You can usually disengage the
When you grind a cutter, you should have the
sliding table handwheel to push the table back and forth
grinding wheel rotating as shown in view B of figure
by hand. Graduated collars on the handwheels offer a
10-14. This method tends to keep the tooth of the cutter
10-11