28.252
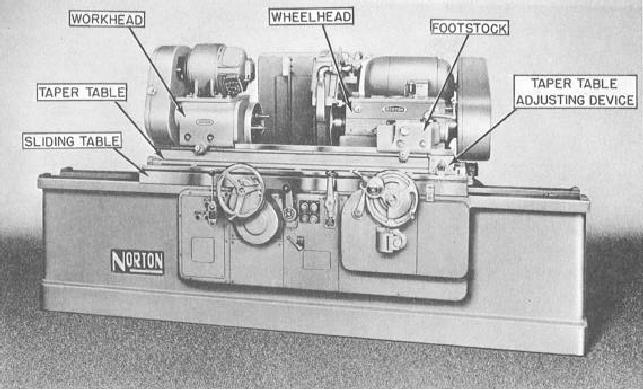
Figure 10-11.--Cylindrical grinder (with workhead and footstock mounted).
CYLINDRICAL GRINDER OPERATION
on the workpiece. Adjust the taper table like the taper
attachment on a lathe. Clamp workholding devices on
The methods used to set up stock in a cylindrical
top of the taper table.
grinder are similar to the methods used to set up lathes.
The motor-driven workhead is mounted on the
If you plan to grind work between centers, you will
taper table. This component holds and rotates the work
usually machine it to approximate size between centers
during the grinding cut. To meet the requirements of a
on a lathe. Then, you will use the same center holes for
job, you may need to change the speed at which the
the grinding setup. Use center rests or steady rests (as
workpiece rotates. The workhead has variable-speed
applicable) to support long work or overhanging ends.
drive motors or step pulleys for this purpose.
You can hold short workpieces in chucks. If you need
to do internal grinding (on machines that have an
You may use a chuck, a center, or a faceplate to
internal grinding spindle), hold the work in a chuck and
mount work on the workhead. You also may use center
use steady rests for any necessary support.
rests and steady rests in conjunction with the workhead
to mount long workpieces for cylindrical grinding.
When you set up a workpiece to grind between
centers, use the following procedures:
On most cylindrical grinders used by the Navy, the
workhead is mounted on a swivel base. This allows you
1. Be sure the centers in the workhead and
to set the work to grind relatively large taper angles.
footstock and the center holes in the workpiece are in
good condition.
WHEELHEAD
2. Clamp a driving dog onto the workpiece.
The wheelhead of a cylindrical grinder moves on
3. Position the workhead and footstock and set
the horizontal ways (platen). Since cylindrical grinding
the traverse stop dogs so that when the workpiece is in
is done with the axis of the spindle level with the center
place, the table will traverse (longitudinally) the proper
of the work, there is no need for vertical movement of
distance to grind the surface.
the wheelhead. Some wheelheads are mounted on
4. Make sure the workhead swivel, the taper table
swivel bases to provide versatility in taper and angle
attachment, and the wheelhead swivel are set properly
grinding setups.
10-9