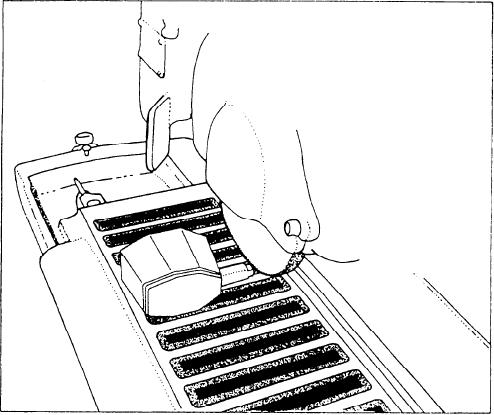
Figure 10-8.--Magnetic chuck used for holding a tool grinding fixture.
sliding table (discussed in the next paragraphs). The
is used, table reverse dogs reverse the direction of
grinding wheel clears the ends of the workpiece before
movement of the table at each end of the stroke. The
cross-feed is made; this decreases side thrust on the
reverse dogs actuate the control valve to shift the
grinding wheel and prevents a poor surface finish on the
hydraulic feed pressure from one end of the power
ends of the workpiece.
cylinder to the other.
Grinding machines in shipboard shops usually have
You can usually adjust the speed (fpm) of the sliding
12 inches or less of cross traverse. It isn't necessary to
table within a wide range to give the most suitable
traverse the full limit for each job. To limit the cross
speed.
traverse to the width of the work being ground, use the
adjustable cross traverse stop dogs that actuate the
WHEELHEAD
power cross traverse control valves.
The wheelhead carries the motor-driven grinding
SLIDING TABLE
wheel spindle. You can adjust the wheelhead vertically
to feed the grinding wheel into the work by turning a
The sliding table is mounted on ways on the top of
lead screw type of mechanism similar to that used on
the cross traverse table. Recall that the sliding table
the cross traverse table. A graduated collar on the
moves from left to right, carrying the workpiece under
handwhcel lets you keep track of the depth of cut.
the grinding wheel.
The wheelhead movement is not usually power fed
The top of the sliding table has T-slots machined in
because the depth of cut is quite small and you need
it so you can clamp work or workholding devices like
large movement only to set up the machine. The
magnetic chucks or vises onto the table. You can
adjusting mechanism is quite sensitive; you can adjust
traverse the sliding table manually or by power.
the depth of cut in amounts as small as 0.0001 inch.
The power feed of the table is similar to that of the
cross traverse table. During manual traverse, a pinion
WORKHOLDING DEVICES
turned by a handwheel engages a rack attached to the
bottom of the sliding table.
During manual operation of the sliding table, table
In most surface grinding operations, you will use
stop dogs limit the length of stroke. When power feed
one of two workholding devices, either a magnetic
10-6